 EN
EN
বাড়ি / খবর / শিল্প সংবাদ / সারফেস ট্রিটমেন্ট: কোর ডেফিনিশন থেকে ব্যবহারিক অপারেশন পর্যন্ত একটি ব্যাপক গাইড
শিল্প সংবাদ
Sep 16,2025
সারফেস ট্রিটমেন্ট: কোর ডেফিনিশন থেকে ব্যবহারিক অপারেশন পর্যন্ত একটি ব্যাপক গাইড
উত্পাদন শিল্পকে "মৌলিক উত্পাদন" থেকে "উচ্চ-সম্পন্ন কাস্টমাইজেশন" এ রূপান্তরিত করার প্রক্রিয়াতে, উপাদানগুলির পৃষ্ঠের কার্যকারিতা প্রায়শই পণ্যের চূড়ান্ত মান নির্ধারণ করে। এটি ধাতব অংশগুলির জন্য জারা প্রতিরোধের প্রয়োজনীয়তা বা প্লাস্টিকের কেসিংয়ের জন্য পরিধান প্রতিরোধের এবং নান্দনিক প্রয়োজনীয়তাই হোক না কেন, "সারফেস ট্রিটমেন্ট" একজন "মেটেরিয়াল মেকআপ আর্টিস্ট" এবং "পারফরমেন্স বর্ধক" এর দ্বৈত ভূমিকা পালন করে। এটি একটি একক প্রক্রিয়া নয়, রাসায়নিক, শারীরিক, যান্ত্রিক এবং প্রযুক্তির অন্যান্য ক্ষেত্রগুলিকে কভার করে একটি সমন্বিত ব্যবস্থা। উপাদান পৃষ্ঠের রূপবিদ্যা, রচনা বা কাঠামো পরিবর্তন করে, এটি ভিত্তি উপাদানের কার্যকারিতা ত্রুটিগুলি নিজেই পূরণ করে এবং উপকরণের প্রয়োগের সীমানা প্রসারিত করে। এই নিবন্ধটি চারটি মাত্রা থেকে সারফেস ট্রিটমেন্ট টেকনোলজিকে ব্যাপকভাবে বিশ্লেষণ করবে: প্রয়োজনীয় সংজ্ঞা, প্রক্রিয়ার ধরন, শিল্প অভিযোজন, এবং ব্যবহারিক অপারেশন, প্রকৃত উৎপাদন এবং নির্বাচনের জন্য রেফারেন্স প্রদান করে।
I. সারফেস ট্রিটমেন্টের অপরিহার্য সংজ্ঞা কি? কিভাবে এর মূল প্রযুক্তিগত যুক্তি উপাদান কর্মক্ষমতা পরিবর্তন করে?
পৃষ্ঠ চিকিত্সা প্রয়োজনীয় পৃষ্ঠ বৈশিষ্ট্যগুলি (যেমন জারা প্রতিরোধ, পরিধান প্রতিরোধ, নান্দনিকতা, বৈদ্যুতিক পরিবাহিতা, ইত্যাদি) পেতে ভৌত, রাসায়নিক বা যান্ত্রিক পদ্ধতির মাধ্যমে উপাদান পৃষ্ঠকে পরিবর্তন করে এমন প্রক্রিয়াগুলির জন্য একটি সাধারণ শব্দকে বোঝায়। এর মূল লক্ষ্য হল "শক্তির প্রচার করা এবং দুর্বলতাগুলির জন্য মেকআপ করা" - এটি শুধুমাত্র বেস উপাদানের যান্ত্রিক বৈশিষ্ট্যগুলিকে (যেমন শক্তি এবং দৃঢ়তা) ধরে রাখে না, তবে পৃষ্ঠের পরিবর্তনের মাধ্যমে নির্দিষ্ট পরিস্থিতিতে (যেমন ধাতুগুলির সহজ ক্ষয় এবং প্লাস্টিকের সহজে স্ক্র্যাচিং) মধ্যে ভিত্তি উপাদানের কার্যকারিতা ত্রুটিগুলিও পূরণ করে৷
প্রযুক্তিগত যুক্তির দৃষ্টিকোণ থেকে, পৃষ্ঠের চিকিত্সা প্রধানত তিনটি পথের মাধ্যমে উপাদানের কার্যকারিতা উন্নত করে: পৃষ্ঠ আবরণ, পৃষ্ঠ রূপান্তর এবং পৃষ্ঠের মিশ্রণ। সারফেস আবরণ সবচেয়ে সাধারণ পথ। উপাদান পৃষ্ঠে এক বা একাধিক কার্যকরী আবরণ (যেমন ধাতু আবরণ, জৈব আবরণ, সিরামিক আবরণ) গঠন করে, ভিত্তি উপাদান কঠোর বাহ্যিক পরিবেশ (যেমন আর্দ্রতা, রাসায়নিক বিকারক, ঘর্ষণ) থেকে বিচ্ছিন্ন হয়। উদাহরণস্বরূপ, অটোমোবাইল সংস্থাগুলির জন্য "ক্যাথোডিক ইলেক্ট্রোফোরেসিস ইলেক্ট্রোস্ট্যাটিক স্প্রেয়িং" প্রক্রিয়াটি প্রথমে ইলেক্ট্রোফোরসিসের মাধ্যমে ধাতব পৃষ্ঠে একটি অভিন্ন অ্যান্টি-রাস্ট আবরণ (বেধ 5-20μm) তৈরি করে এবং তারপরে ইলেক্ট্রোস্ট্যাটিক স্প্রে করার মাধ্যমে এটিকে রঙিন টপকোট দিয়ে ঢেকে দেয়। এটি শুধুমাত্র অ্যান্টি-জারা অর্জন করে না (লবণ স্প্রে পরীক্ষা 1000 ঘন্টার বেশি পৌঁছাতে পারে), তবে নান্দনিক প্রয়োজনীয়তাও পূরণ করে। সারফেস কনভার্সন বলতে রাসায়নিক বা ইলেক্ট্রোকেমিক্যাল বিক্রিয়ার মাধ্যমে পদার্থের পৃষ্ঠে একটি ঘন রূপান্তর ফিল্ম (যেমন ফসফেটিং ফিল্ম এবং ধাতুর প্যাসিভেশন ফিল্ম) গঠনকে বোঝায়। এই ধরনের ছায়াছবি শক্তভাবে বেস উপাদানের সাথে মিলিত হয় এবং পৃষ্ঠের কঠোরতা এবং জারা প্রতিরোধের উল্লেখযোগ্যভাবে উন্নতি করতে পারে। ইস্পাত অংশগুলির ফসফেটিং চিকিত্সার উদাহরণ হিসাবে, একটি ফসফেট দ্রবণে অংশগুলিকে নিমজ্জিত করার মাধ্যমে, 1-10μm পুরুত্বের একটি ফসফেটিং ফিল্ম পৃষ্ঠে তৈরি হয় এবং এর আনুগত্য 5MPa-এর বেশি হতে পারে, যা পরবর্তী পেইন্টিং প্রক্রিয়ার সময় আবরণটিকে কার্যকরভাবে পড়ে যাওয়া প্রতিরোধ করতে পারে। সারফেস অ্যালোয়িং উচ্চ-তাপমাত্রার প্রসারণ, আয়ন ইমপ্লান্টেশন এবং অন্যান্য পদ্ধতির মাধ্যমে উপাদানের পৃষ্ঠের স্তরে অ্যালোয়িং উপাদানগুলিকে প্রবর্তন করে যাতে বেস উপাদানের ধীরে ধীরে সংমিশ্রণে একটি খাদ স্তর তৈরি করা হয়, যার ফলে পৃষ্ঠের পরিধান প্রতিরোধ ক্ষমতা এবং উচ্চ-তাপমাত্রা প্রতিরোধের উন্নতি হয়। উদাহরণস্বরূপ, অ্যারো-ইঞ্জিন ব্লেডগুলির "অ্যালুমিনাইজিং" চিকিত্সা উচ্চ তাপমাত্রায় ব্লেডের পৃষ্ঠে অ্যালুমিনিয়াম উপাদানগুলিকে ছড়িয়ে দেয় যাতে একটি Al₂O₃ প্রতিরক্ষামূলক ফিল্ম তৈরি হয়, এটি 800-1000℃ উচ্চ-তাপমাত্রার পরিবেশে দীর্ঘ সময়ের জন্য কাজ করতে সক্ষম করে এবং অক্সিডেশন এবং ক্ষয় এড়ায়।
প্রক্রিয়া বৈশিষ্ট্যের দৃষ্টিকোণ থেকে, পৃষ্ঠ চিকিত্সা দুটি প্রধান প্রয়োজনীয়তা পূরণ করতে হবে: "নির্ভুলতা" এবং "সামঞ্জস্যতা"। সঠিকতা চিকিত্সা প্রভাব সুনির্দিষ্ট নিয়ন্ত্রণ প্রতিফলিত হয়. উদাহরণস্বরূপ, আবরণের বেধের বিচ্যুতি অবশ্যই ±5% এর মধ্যে নিয়ন্ত্রণ করতে হবে এবং স্থিতিশীল কর্মক্ষমতা নিশ্চিত করতে রূপান্তর ফিল্মের ছিদ্রতা অবশ্যই 0.1% এর কম হতে হবে; সামঞ্জস্যের অর্থ হল চিকিত্সা প্রক্রিয়াটি অবশ্যই বেস উপাদানের বৈশিষ্ট্যগুলির সাথে মেলে। উদাহরণস্বরূপ, দুর্বল তাপ প্রতিরোধের কারণে (সাধারণত 150 ℃ এর নিচে), প্লাস্টিক সামগ্রী উচ্চ-তাপমাত্রা স্প্রে করার প্রক্রিয়া ব্যবহার করতে পারে না এবং কম-তাপমাত্রার প্লাজমা চিকিত্সা বা ভ্যাকুয়াম আবরণ প্রযুক্তি বেছে নিতে হবে। উপরন্তু, পৃষ্ঠ চিকিত্সা এছাড়াও অ্যাকাউন্টে পরিবেশগত সুরক্ষা নিতে হবে। বৈশ্বিক পরিবেশগত প্রবিধান (যেমন EU RoHS নির্দেশিকা এবং চীনের VOCs নির্গমন মান) কঠোর করার সাথে সাথে, ঐতিহ্যগত প্রক্রিয়া যেমন ক্রোমিয়াম-ধারণ প্যাসিভেশন এবং দ্রাবক-ভিত্তিক স্প্রে করা ধীরে ধীরে পরিবেশ বান্ধব প্রক্রিয়া যেমন ক্রোমিয়াম-মুক্ত প্যাসিভেশন এবং জল-ভিত্তিক পেইন্ট স্প্রে দ্বারা প্রতিস্থাপিত হচ্ছে। একটি হোম অ্যাপ্লায়েন্স এন্টারপ্রাইজ রেফ্রিজারেটরের দরজার প্যানেলের দ্রাবক-ভিত্তিক স্প্রেকে জল-ভিত্তিক স্প্রেয় পরিবর্তন করে VOCs নির্গমন 85% কমিয়েছে এবং একই সময়ে আবরণ ব্যবহারের হার 60% থেকে 92% বৃদ্ধি করেছে।
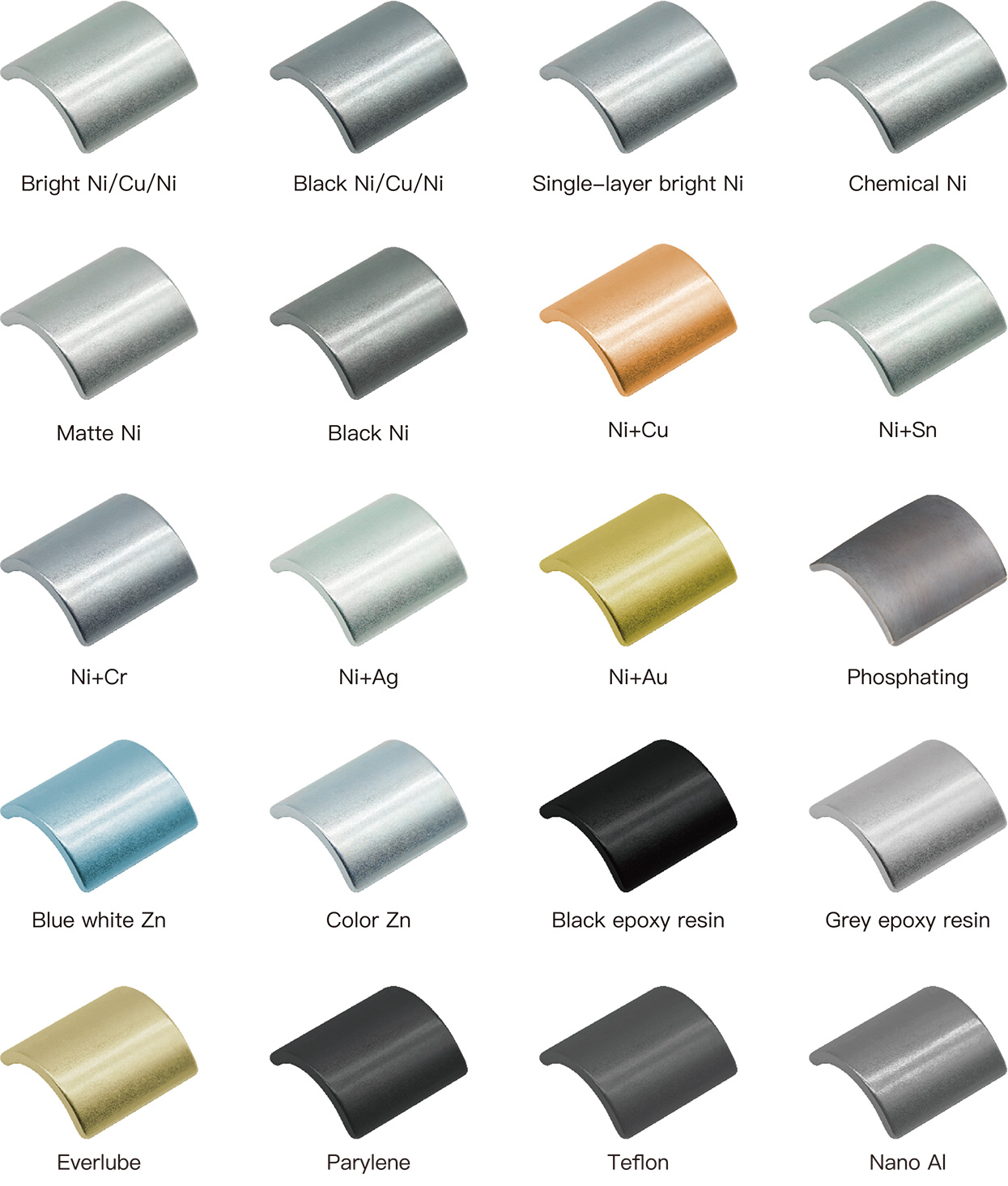
আমাদের পণ্য দেখার জন্য ক্লিক করুন: পৃষ্ঠ চিকিত্সা
২. সারফেস ট্রিটমেন্টের নির্দিষ্ট ধরনের কি কি? বিভিন্ন প্রকারের মধ্যে প্রক্রিয়া বৈশিষ্ট্য এবং কর্মক্ষমতা পার্থক্য কি?
প্রযুক্তিগত নীতি এবং প্রয়োগের পরিস্থিতি অনুসারে, পৃষ্ঠ চিকিত্সা প্রক্রিয়াগুলিকে তিনটি বিভাগে বিভক্ত করা যেতে পারে: রাসায়নিক পৃষ্ঠ চিকিত্সা, শারীরিক পৃষ্ঠ চিকিত্সা এবং যান্ত্রিক পৃষ্ঠ চিকিত্সা। প্রতিটি বিভাগে বিভিন্ন উপবিভক্ত প্রক্রিয়া রয়েছে। বিভিন্ন প্রক্রিয়ার চিকিত্সার প্রভাব, প্রযোজ্য বেস উপকরণ এবং খরচে উল্লেখযোগ্য পার্থক্য রয়েছে এবং পণ্যের প্রয়োজনীয়তা অনুসারে সঠিকভাবে নির্বাচন করা প্রয়োজন।
(I) রাসায়নিক সারফেস ট্রিটমেন্ট: উচ্চ ক্ষয়রোধী প্রয়োজনীয়তার সাথে খাপ খাইয়ে নিতে রাসায়নিক প্রতিক্রিয়ার মাধ্যমে পৃষ্ঠের পরিবর্তন উপলব্ধি করা
রাসায়নিক সারফেস ট্রিটমেন্ট রাসায়নিক বিকারককে মাধ্যম হিসেবে ব্যবহার করে বস্তুর পৃষ্ঠে রাসায়নিক বিক্রিয়া ঘটায় নিমজ্জন, স্প্রে করা এবং কার্যকরী ফিল্ম গঠনের অন্যান্য পদ্ধতির মাধ্যমে। এর মূল সুবিধাগুলি হল ফিল্মটি বেস উপাদানের সাথে শক্তভাবে মিলিত এবং শক্তিশালী জারা প্রতিরোধ ক্ষমতা রয়েছে, যা ধাতু এবং সিরামিকের মতো অজৈব পদার্থের জন্য উপযুক্ত। সাধারণ উপবিভক্ত প্রক্রিয়াগুলির মধ্যে রয়েছে ফসফেটিং চিকিত্সা, প্যাসিভেশন চিকিত্সা এবং ইলেক্ট্রোলেস প্লেটিং।
ফসফেটিং চিকিত্সা প্রধানত ইস্পাত এবং দস্তা সংকর হিসাবে ধাতু পৃষ্ঠে ব্যবহৃত হয়। ফসফেট দ্রবণ এবং ধাতব পৃষ্ঠের মধ্যে প্রতিক্রিয়ার মাধ্যমে, একটি ফসফেট রূপান্তর ফিল্ম (প্রধানত Zn₃(PO₄)₂, FePO₄ ইত্যাদির সমন্বয়ে গঠিত) গঠিত হয়। ফিল্ম বেধ সাধারণত 1-15μm, কঠোরতা 300-500HV পৌঁছতে পারে, এবং লবণ স্প্রে পরীক্ষার জীবন 200-500 ঘন্টা পৌঁছতে পারে। এর মূল কাজটি পরবর্তী আবরণের আনুগত্য উন্নত করা। উদাহরণস্বরূপ, অটো চ্যাসিস অংশগুলি স্প্রে করার আগে অবশ্যই ফসফেটিং চিকিত্সার মধ্য দিয়ে যেতে হবে, অন্যথায় আবরণের আনুগত্য 40% এর বেশি হ্রাস পাবে এবং খোসা ছাড়ানোর সম্ভাবনা রয়েছে। ফসফেটিং দ্রবণের গঠন অনুসারে, এটিকে দস্তা-ভিত্তিক ফসফেটিং (স্বাভাবিক তাপমাত্রা চিকিত্সার জন্য উপযুক্ত, অভিন্ন ফিল্ম) এবং ম্যাঙ্গানিজ-ভিত্তিক ফসফেটিং (উচ্চ-তাপমাত্রার চিকিত্সার জন্য উপযুক্ত, উচ্চ ফিল্ম কঠোরতা) ভাগ করা যেতে পারে। ম্যাঙ্গানিজ-ভিত্তিক ফসফেটিং ফিল্মের কঠোরতা 500HV-এর বেশি হতে পারে, যা প্রায়শই গিয়ার এবং বিয়ারিংয়ের মতো পরিধান-প্রতিরোধী অংশগুলির জন্য ব্যবহৃত হয়।
প্যাসিভেশন ট্রিটমেন্ট ধাতব পৃষ্ঠের সাথে অক্সিডাইজিং রাসায়নিক বিকারকগুলির (যেমন নাইট্রিক অ্যাসিড, ক্রোমেট) বিক্রিয়ার মাধ্যমে ধাতব পৃষ্ঠের উপর একটি ঘন অক্সাইড ফিল্ম তৈরি করে। এটি প্রধানত স্টেইনলেস স্টীল এবং অ্যালুমিনিয়াম অ্যালয়েসের মতো উপকরণগুলির জন্য তাদের জারা প্রতিরোধ ক্ষমতা উন্নত করতে ব্যবহৃত হয়। উদাহরণ স্বরূপ, স্টেইনলেস স্টিলের টেবিলওয়্যারকে অবশ্যই নাইট্রিক অ্যাসিড প্যাসিভেশন ট্রিটমেন্টের মধ্য দিয়ে যেতে হবে যাতে উৎপাদনের পর পৃষ্ঠে একটি Cr₂O₃ অক্সাইড ফিল্ম তৈরি হয়। লবণ স্প্রে পরীক্ষার সময়কাল 100 ঘন্টা থেকে 500 ঘন্টার বেশি করা হয় এবং ধাতব আয়ন বৃষ্টিপাত এড়ানো যায় (খাদ্য যোগাযোগের উপাদান মান GB 4806.9 মেনে)। ঐতিহ্যগত প্যাসিভেশন প্রক্রিয়াগুলি বেশিরভাগই ক্রোমেট ব্যবহার করে, তবে এতে যে হেক্সাভ্যালেন্ট ক্রোমিয়াম রয়েছে তা বিষাক্ত। বর্তমানে, এটি ধীরে ধীরে ক্রোমিয়াম-মুক্ত প্যাসিভেশন (যেমন জিরকোনিয়াম সল্ট প্যাসিভেশন এবং মলিবডেট প্যাসিভেশন) দ্বারা প্রতিস্থাপিত হয়েছে। একটি স্টেইনলেস স্টীল এন্টারপ্রাইজ জিরকোনিয়াম সল্ট প্যাসিভেশন প্রক্রিয়া গ্রহণ করে তার পণ্যগুলির ভারী ধাতুর সামগ্রীকে 0.001mg/kg-এর কম কমিয়েছে, এবং একই সময়ে, জারা প্রতিরোধের প্রথাগত প্রক্রিয়ার সমতুল্য।
ইলেক্ট্রোলেস প্লেটিং ধাতব আয়ন (যেমন Ni²⁺, Cu²⁺) পদার্থের পৃষ্ঠে রাসায়নিক হ্রাসকারী এজেন্ট (যেমন সোডিয়াম হাইপোফসফাইট) বাহ্যিক প্রবাহ ছাড়াই ধাতব আবরণ তৈরি করে। এটি প্লাস্টিক এবং সিরামিকের মতো অ-পরিবাহী বেস উপকরণগুলির জন্য উপযুক্ত। উদাহরণস্বরূপ, ABS প্লাস্টিকের কেসিং-এর ইলেক্ট্রোলেস নিকেল প্লেটিং প্রক্রিয়ায়, প্লাস্টিকের পৃষ্ঠকে প্রথমে রুক্ষ করা হয় এবং সংবেদনশীল করা হয় যাতে এটি পরিবাহী হয় এবং তারপরে 5-20μm পুরুত্বের একটি নিকেল স্তর ইলেক্ট্রোলেস প্লেটিংয়ের মাধ্যমে জমা হয়। আবরণ পরিবাহিতা 10⁻⁵Ω·cm এর নিচে হতে পারে এবং এটির ভাল পরিধান প্রতিরোধ ক্ষমতাও রয়েছে (পরিধানের ক্ষতি প্রতি 1000 ঘর্ষণে 0.1mg এর কম), যা প্রায়শই ইলেকট্রনিক সংযোগকারী এবং ইলেক্ট্রোম্যাগনেটিক শিল্ডিং অংশগুলির জন্য ব্যবহৃত হয়।
(II) শারীরিক সারফেস ট্রিটমেন্ট: উচ্চ নান্দনিক এবং কার্যকরী প্রয়োজনীয়তার সাথে খাপ খাইয়ে নেওয়ার জন্য শারীরিক উপায়ের মাধ্যমে পৃষ্ঠের আবরণ উপলব্ধি করা
শারীরিক পৃষ্ঠ চিকিত্সা রাসায়নিক বিক্রিয়া জড়িত নয়. এটি প্রধানত শারীরিক জমা, আয়ন বোমাবাজি এবং অন্যান্য পদ্ধতির মাধ্যমে উপাদান পৃষ্ঠের উপর আবরণ গঠন করে। এর মূল সুবিধাগুলি হল পরিবেশগত সুরক্ষা এবং বিভিন্ন ধরণের আবরণ (যেমন ধাতু, সিরামিক, জৈব ফিল্ম), যা ধাতু, প্লাস্টিক এবং কাচের মতো বিভিন্ন ভিত্তি উপাদানের জন্য উপযুক্ত। সাধারণ উপবিভক্ত প্রক্রিয়াগুলির মধ্যে রয়েছে ভ্যাকুয়াম আবরণ, প্লাজমা চিকিত্সা এবং স্প্রে করা।
ভ্যাকুয়াম আবরণ বাষ্পীভবন, স্পুটারিং, আয়ন প্রলেপ এবং অন্যান্য পদ্ধতির মাধ্যমে একটি অতি-পাতলা আবরণ (সাধারণত 0.1-10μm পুরুত্ব) গঠনের মাধ্যমে একটি ভ্যাকুয়াম পরিবেশে বেস উপাদান পৃষ্ঠের উপর আবরণ সামগ্রী জমা করে। আবরণ উপাদান অনুযায়ী, এটি ধাতব আবরণ (যেমন অ্যালুমিনিয়াম, ক্রোমিয়াম, টাইটানিয়াম) এবং সিরামিক আবরণ (যেমন TiO₂, SiO₂) বিভক্ত করা যেতে পারে। ধাতু আবরণ প্রধানত নান্দনিকতা এবং পরিবাহিতা উন্নত করতে ব্যবহৃত হয়। উদাহরণস্বরূপ, মোবাইল ফোন মধ্যম ফ্রেমের জন্য ভ্যাকুয়াম অ্যালুমিনিয়াম কলাই প্রক্রিয়া একটি মিরর প্রভাব গঠন করতে পারে, এবং একই সময়ে পরবর্তী তারের অঙ্কন চিকিত্সার মাধ্যমে পৃষ্ঠ পরিধান প্রতিরোধের উন্নতি করতে পারে; সিরামিক আবরণ উচ্চ কঠোরতা এবং জারা প্রতিরোধের আছে. উদাহরণস্বরূপ, রান্নাঘরের ছুরিগুলির টিআইএন সিরামিক আবরণ (পুরুত্ব 2-5μm) এর কঠোরতা 2000HV-এর বেশি এবং তীক্ষ্ণতা ধরে রাখার সময়টি আনকোটেড ছুরির চেয়ে 3 গুণ বেশি। আয়ন প্রলেপ ভ্যাকুয়াম আবরণ একটি উচ্চ শেষ প্রক্রিয়া. এটি আয়ন বোমাবাজির মাধ্যমে আবরণটিকে বেস উপাদানের সাথে আরও শক্তভাবে একত্রিত করে এবং আনুগত্য 10MPa-এর বেশি হতে পারে। এটি প্রায়শই মহাকাশ ক্ষেত্রের অংশগুলির জন্য ব্যবহৃত হয় (যেমন টারবাইন ব্লেডের CrAlY আবরণ), যা একটি উচ্চ-তাপমাত্রা পরিবেশে দীর্ঘ সময়ের জন্য স্থিতিশীল কর্মক্ষমতা বজায় রাখতে পারে।
প্লাজমা চিকিত্সা উপাদান পৃষ্ঠ পরিবর্তন করতে নিম্ন-তাপমাত্রার প্লাজমা (তাপমাত্রা 200-500℃) ব্যবহার করে। এর প্রধান কাজটি পৃষ্ঠের রুক্ষতা এবং হাইড্রোফিলিসিটি উন্নত করা এবং এটি প্লাস্টিক এবং রাবারের মতো পলিমার উপকরণগুলির জন্য উপযুক্ত। উদাহরণস্বরূপ, পিপি প্লাস্টিক স্প্রে করার আগে, তাদের প্লাজমা চিকিত্সা করা দরকার। পৃষ্ঠের যোগাযোগের কোণটি 90° থেকে কমিয়ে 30° এর কম করা হয়েছে এবং "পেইন্ট পিলিং" এড়াতে আবরণের আনুগত্য 50% এর বেশি বৃদ্ধি করা হয়েছে; চিকিৎসা ক্ষেত্রে, সিলিকা জেল ক্যাথেটারের প্লাজমা চিকিত্সার পরে, পৃষ্ঠের হাইড্রোফিলিসিটি উন্নত হয়, যা মানবদেহে ঢোকানোর সময় ঘর্ষণ প্রতিরোধের হ্রাস করতে পারে এবং রোগীর আরাম উন্নত করতে পারে। উপরন্তু, প্লাজমা চিকিত্সা পৃষ্ঠ সক্রিয়করণের জন্যও ব্যবহার করা যেতে পারে। উদাহরণস্বরূপ, চিপ প্যাকেজিং প্রক্রিয়ায়, চিপ পৃষ্ঠের প্লাজমা চিকিত্সা সোল্ডারের ভেজাতা উন্নত করতে পারে এবং ঢালাই ত্রুটির হার কমাতে পারে।
স্প্রে করার প্রক্রিয়া উচ্চ-চাপের স্প্রে বন্দুকের মাধ্যমে আবরণকে (যেমন পেইন্ট, পাউডার লেপ) অ্যাটমাইজ করে এবং একটি জৈব আবরণ তৈরি করতে উপাদান পৃষ্ঠে স্প্রে করে। এর মূল সুবিধা হল কম খরচে এবং সমৃদ্ধ রং, যা গৃহস্থালীর যন্ত্রপাতি এবং আসবাবপত্রের মতো পণ্যের জন্য উপযুক্ত। আবরণের ধরন অনুসারে, এটি দ্রাবক-ভিত্তিক স্প্রেয় (যেমন স্বয়ংচালিত টপকোট), জল-ভিত্তিক স্প্রে (যেমন রেফ্রিজারেটরের দরজা প্যানেল) এবং পাউডার স্প্রেয় (যেমন অ্যালুমিনিয়াম খাদ দরজা এবং জানালা) ভাগ করা যেতে পারে। VOCs নির্গমন না হওয়ার কারণে পাউডার স্প্রে করার জন্য পরিবেশগত সুরক্ষা সবচেয়ে ভাল। এর আবরণের বেধ সাধারণত 50-150μm হয়, কঠোরতা 2H (পেন্সিলের কঠোরতা পরীক্ষা) এর বেশি পৌঁছাতে পারে এবং প্রভাব প্রতিরোধ ক্ষমতা 50cm·kg (পতনের বলের প্রভাব পরীক্ষা) পৌঁছাতে পারে। এটি প্রায়ই বহিরঙ্গন আসবাবপত্র এবং ট্র্যাফিক গার্ডেলের মতো পণ্যগুলির জন্য ব্যবহৃত হয় এবং অতিবেগুনী রশ্মি এবং বৃষ্টির জলের ক্ষয় প্রতিরোধ করতে পারে।
(III) যান্ত্রিক সারফেস ট্রিটমেন্ট: উচ্চ সমতলতা এবং পরিধান প্রতিরোধের প্রয়োজনীয়তার সাথে খাপ খাইয়ে নেওয়ার জন্য যান্ত্রিক কর্মের মাধ্যমে পৃষ্ঠের রূপবিদ্যা পরিবর্তন করা
যান্ত্রিক পৃষ্ঠ চিকিত্সা যান্ত্রিক উপায়ে যেমন নাকাল, পলিশিং এবং স্যান্ডব্লাস্টিংয়ের মাধ্যমে পৃষ্ঠের রুক্ষতা এবং উপাদানগুলির সমতলতা পরিবর্তন করে। এর মূল সুবিধাগুলি হল সহজ প্রক্রিয়া এবং কম খরচ, যা ধাতু, পাথর এবং কাচের মতো উপকরণগুলির জন্য উপযুক্ত। সাধারণ উপবিভক্ত প্রক্রিয়াগুলির মধ্যে রয়েছে গ্রাইন্ডিং এবং পলিশিং, স্যান্ডব্লাস্টিং ট্রিটমেন্ট এবং রোলিং প্রক্রিয়াকরণ।
পৃষ্ঠের রুক্ষতা (Ra) কমাতে এবং সমতলতা এবং চকচকে উন্নত করার জন্য ঘষিয়া তুলিয়া ফেলিতে সক্ষম (যেমন স্যান্ডপেপার, গ্রাইন্ডিং হুইল, পলিশিং পেস্ট) দ্বারা উপাদান পৃষ্ঠকে গ্রাইন্ডিং এবং পলিশ করা। উদাহরণস্বরূপ, স্টেইনলেস স্টীল সিঙ্কের উত্পাদন প্রক্রিয়াতে, রুক্ষ নাকাল, সূক্ষ্ম নাকাল এবং পলিশিংয়ের মতো একাধিক প্রক্রিয়ার প্রয়োজন হয়। একটি মিরর ইফেক্ট তৈরি করতে পৃষ্ঠের Ra মান 5μm থেকে 0.1μm-এর চেয়ে কম হয়ে যায়; নির্ভুল যন্ত্রপাতির ক্ষেত্রে, ভারবহন বলগুলিকে নাকাল এবং পলিশ করার পরে, পৃষ্ঠের Ra মান 0.02μm-এর কম কমানো যেতে পারে, যা ঘর্ষণ ক্ষতি কমাতে এবং পরিষেবা জীবন উন্নত করতে পারে। মসৃণতা নির্ভুলতা অনুযায়ী, এটি রুক্ষ পলিশিং (Ra 0.8-1.6μm), সূক্ষ্ম পলিশিং (Ra 0.1-0.8μm) এবং অতি-সূক্ষ্ম পলিশিং (Ra <0.1μm) এ বিভক্ত করা যেতে পারে। আল্ট্রা-ফাইন পলিশিং প্রায়ই উচ্চ-নির্ভুল পণ্য যেমন অপটিক্যাল লেন্স এবং সেমিকন্ডাক্টর ওয়েফারের জন্য ব্যবহৃত হয়।
স্যান্ডব্লাস্টিং ট্রিটমেন্ট একটি রুক্ষ পৃষ্ঠ তৈরি করার জন্য উচ্চ-চাপের বায়ু প্রবাহের মাধ্যমে উপাদান পৃষ্ঠের উপর ক্ষয়কারী (যেমন কোয়ার্টজ বালি, অ্যালুমিনা বালি) স্প্রে করে। এর মূল কাজগুলি হল পৃষ্ঠের অক্সাইড স্কেল এবং তেল অপসারণ করা বা ম্যাট প্রভাব প্রাপ্ত করা। উদাহরণস্বরূপ, অ্যালুমিনিয়াম অ্যালয় প্রোফাইলগুলিকে অ্যানোডাইজ করার আগে, পৃষ্ঠের অক্সাইড ফিল্মটি অপসারণ করতে এবং অ্যানোডাইজড ফিল্মের অভিন্নতা নিশ্চিত করতে তাদের স্যান্ডব্লাস্টিং চিকিত্সা করতে হবে; নির্মাণ ক্ষেত্রে, পাথরের স্যান্ডব্লাস্টিং চিকিত্সার পরে, পৃষ্ঠে একটি ম্যাট প্রভাব তৈরি হয়, যা একদৃষ্টি এড়াতে পারে এবং অ্যান্টি-স্কিড কর্মক্ষমতা উন্নত করতে পারে। ঘষিয়া তুলিয়া ফেলিতে সক্ষম কণার আকার অনুসারে, স্যান্ডব্লাস্টিংকে মোটা স্যান্ডব্লাস্টিং (কণার আকার 0.5-2 মিমি, পৃষ্ঠ রা 10-20μm) এবং সূক্ষ্ম স্যান্ডব্লাস্টিং (কণার আকার 0.1-0.5 মিমি, পৃষ্ঠ রা 1-10μm) ভাগ করা যায়। বিভিন্ন কণা আকারের নির্বাচন পণ্যের পৃষ্ঠের প্রয়োজনীয়তার উপর নির্ভর করে। উদাহরণস্বরূপ, সূক্ষ্ম বালি বেশিরভাগই চিকিত্সা ডিভাইসের স্যান্ডব্লাস্টিংয়ের জন্য ব্যবহার করা হয় যাতে পৃষ্ঠের অত্যধিক রুক্ষতা ব্যাকটেরিয়া বৃদ্ধি পায়।
ঘূর্ণায়মান প্রক্রিয়াকরণ ঘূর্ণায়মান সরঞ্জাম ব্যবহার করে ধাতব পৃষ্ঠকে ঠান্ডা করার জন্য, যার ফলে পৃষ্ঠের প্লাস্টিকের বিকৃতি ঘন ধাতব স্তর তৈরি করে। এর মূল সুবিধা হল পৃষ্ঠের কঠোরতা উন্নত করা এবং প্রতিরোধের পরিধান করা। উদাহরণস্বরূপ, হাইড্রোলিক সিলিন্ডারের অভ্যন্তরীণ গর্তের ঘূর্ণায়মান প্রক্রিয়াকরণের পরে, পৃষ্ঠের Ra মান 1.6μm থেকে 0.2μm-এর কম হয়ে যায়, কঠোরতা 20% -30% দ্বারা বৃদ্ধি পায় এবং একই সময়ে, জলবাহী তেলের ফুটো কমাতে অভ্যন্তরীণ গর্তের সিলিং কার্যকারিতা উন্নত হয়; স্বয়ংচালিত ক্ষেত্রে, ইঞ্জিন ক্র্যাঙ্কশ্যাফ্টের প্রধান জার্নালের ঘূর্ণায়মান প্রক্রিয়াকরণের পরে, ক্লান্তি জীবন 50% এর বেশি বাড়ানো যেতে পারে, যা উচ্চ গতি এবং লোড সহ্য করতে পারে।
স্বজ্ঞাতভাবে বিভিন্ন ধরনের পৃষ্ঠ চিকিত্সা প্রক্রিয়ার মধ্যে পার্থক্য দেখানোর জন্য, নিম্নলিখিত টেবিলের মাধ্যমে একটি তুলনা করা যেতে পারে:
| প্রক্রিয়া বিভাগ | উপবিভক্ত প্রক্রিয়া | প্রযোজ্য বেস উপকরণ | আবরণ/ফিল্ম বেধ | মূল কর্মক্ষমতা সূচক | সাধারণ অ্যাপ্লিকেশন পরিস্থিতি |
| রাসায়নিক পৃষ্ঠ চিকিত্সা | জিঙ্ক-ভিত্তিক ফসফেটিং | ইস্পাত, দস্তা খাদ | 1-10μm | সল্ট স্প্রে লাইফ 200-300h, আনুগত্য 5MPa | অটো চ্যাসিস যন্ত্রাংশ |
|
| ক্রোমিয়াম-মুক্ত প্যাসিভেশন | স্টেইনলেস স্টীল, অ্যালুমিনিয়াম খাদ | 0.1-1μm | সল্ট স্প্রে লাইফ 500-800h, কোন ভারী ধাতু নেই | খাদ্য যোগাযোগের জন্য স্টেইনলেস স্টীল টেবিলওয়্যার |
|
| ইলেক্ট্রোলেস নিকেল কলাই | ABS প্লাস্টিক, সিরামিক | 5-20μm | পরিবাহিতা 10⁻⁵Ω·cm, পরিধানের ক্ষতি 0.1mg | ইলেকট্রনিক সংযোগকারী |
| শারীরিক পৃষ্ঠ চিকিত্সা | ভ্যাকুয়াম অ্যালুমিনিয়াম কলাই | প্লাস্টিক, গ্লাস | 0.1-1μm | মিরর ইফেক্ট, ইমপ্যাক্ট রেজিস্ট্যান্স 50cm·kg | মোবাইল ফোন মধ্য ফ্রেম |
|
| প্লাজমা চিকিত্সা | পিপি প্লাস্টিক, সিলিকন | - (কোন লেপ নেই) | যোগাযোগের কোণ <30°, আনুগত্য 50% বৃদ্ধি পেয়েছে | প্লাস্টিক প্রি-স্প্রে অ্যাক্টিভেশন, মেডিকেল ক্যাথেটার |
|
| পাউডার স্প্রে করা | অ্যালুমিনিয়াম খাদ, ইস্পাত | 50-150μm | কঠোরতা 2H, লবণ স্প্রে প্রতিরোধ 1000h | অ্যালুমিনিয়াম খাদ দরজা এবং জানালা, আউটডোর আসবাবপত্র |
| মেকানিক্যাল সারফেস ট্রিটমেন্ট | আল্ট্রা-ফাইন পলিশিং | স্টেইনলেস স্টীল, অপটিক্যাল গ্লাস | 0.01-0.1μm | Ra <0.1μm, মিরর গ্লস 90% | অপটিক্যাল লেন্স, সেমিকন্ডাক্টর ওয়েফার |
|
| ফাইন স্যান্ডব্লাস্টিং | অ্যালুমিনিয়াম খাদ, পাথর | - (সারফেস মডিফিকেশন) | Ra 1-10μm, ম্যাট ইফেক্ট | মেডিকেল ডিভাইস, নির্মাণ পাথর |
|
| রোলিং প্রসেসিং | ইস্পাত, অ্যালুমিনিয়াম খাদ | - (প্লাস্টিক বিকৃতি) | কঠোরতা 20%-30%, Ra 0.2μm দ্বারা বৃদ্ধি পেয়েছে | হাইড্রোলিক সিলিন্ডারের ভিতরের গর্ত, ইঞ্জিন ক্র্যাঙ্কশ্যাফ্ট |
III. সারফেস ট্রিটমেন্ট কিভাবে বিভিন্ন শিল্পের বিশেষ প্রয়োজনের সাথে খাপ খায়? প্রতিটি শিল্পের অ্যাপ্লিকেশন ফোকাস এবং প্রযুক্তিগত অসুবিধাগুলি কী কী?
পণ্য ব্যবহারের পরিস্থিতি এবং কর্মক্ষমতা প্রয়োজনীয়তার পার্থক্যের কারণে, বিভিন্ন শিল্পের পৃষ্ঠের চিকিত্সার জন্য উল্লেখযোগ্য "কাস্টমাইজড" চাহিদা রয়েছে। সারফেস ট্রিটমেন্ট প্রসেসের নির্বাচন অবশ্যই শিল্পের ব্যথার পয়েন্টগুলির সাথে ঘনিষ্ঠভাবে মিলিত হওয়া উচিত, যেমন স্বয়ংচালিত শিল্পের ক্ষয়-বিরোধী এবং নান্দনিক প্রয়োজনীয়তা, চিকিৎসা শিল্পের জৈব সামঞ্জস্যতা এবং বন্ধ্যাত্বের প্রয়োজনীয়তা এবং ইলেকট্রনিক্স শিল্পের পরিবাহিতা এবং নির্ভুলতা প্রয়োজনীয়তা, প্রক্রিয়া মান সর্বাধিক করার জন্য।
(I) স্বয়ংচালিত শিল্প: জটিল কাজের অবস্থার সাথে মোকাবিলা করার জন্য অ্যান্টি-জারোশন, নান্দনিকতা এবং উচ্চ-তাপমাত্রা প্রতিরোধের ভারসাম্য বজায় রাখা
স্বয়ংচালিত পণ্যগুলিকে বাইরের পরিবেশে (আল্ট্রাভায়োলেট রশ্মি, বৃষ্টির জল, লবণ স্প্রে) দীর্ঘ সময়ের জন্য উন্মুক্ত করতে হবে এবং একই সময়ে, ইঞ্জিনের বগির মতো উপাদানগুলিকে উচ্চ তাপমাত্রা (100-200℃) সহ্য করতে হবে। সারফেস ট্রিটমেন্টের অবশ্যই তিনটি মূল প্রয়োজনীয়তা পূরণ করতে হবে: অ্যান্টি-জারা, নান্দনিকতা এবং উচ্চ-তাপমাত্রা প্রতিরোধ।
যানবাহন সংস্থাগুলির ক্ষেত্রে, পৃষ্ঠের চিকিত্সা "ক্যাথোডিক ইলেক্ট্রোফোরেসিস ইন্টারমিডিয়েট লেপ টপকোট" এর একটি তিন-স্তর ব্যবস্থা গ্রহণ করে: ক্যাথোডিক ইলেক্ট্রোফোরেসিস স্তর (বেধ 15-25μm) বেস স্তর হিসাবে কাজ করে, ইলেক্ট্রোফোরেটিক জমার মাধ্যমে একটি অভিন্ন অ্যান্টি-মরিচা আবরণ গঠন করে। এর লবণ স্প্রে টেস্ট লাইফ 1000 ঘন্টার বেশি হতে পারে, বৃষ্টির জল থেকে ক্ষয় প্রতিরোধ করে এবং এজেন্টগুলিকে ডিসিং করে। মধ্যবর্তী আবরণ (বেধ 30-40μm) প্রধানত গাড়ির শরীরের পৃষ্ঠের ক্ষুদ্র ত্রুটিগুলি পূরণ করতে, সমতলতা উন্নত করতে এবং টপকোটের আনুগত্য বাড়াতে কাজ করে। টপকোট স্তর (বেধ 20-30μm) ধাতব রঙ এবং কঠিন-রঙের পেইন্টে বিভক্ত। ধাতব পেইন্ট সমৃদ্ধ ভিজ্যুয়াল এফেক্ট তৈরি করতে অ্যালুমিনিয়াম ফ্লেক্স বা মাইকা কণাকে অন্তর্ভুক্ত করে, যখন কঠিন-রঙের পেইন্ট রঙের অভিন্নতা এবং আবহাওয়া প্রতিরোধের উপর ফোকাস করে (আল্ট্রাভায়োলেট বার্ধক্য পরীক্ষা 1000 ঘণ্টারও বেশি রঙের পার্থক্য ΔE <1 সহ পৌঁছাতে পারে)। একটি স্বয়ংচালিত প্রস্তুতকারক ইলেক্ট্রোফোরেটিক প্রক্রিয়ার পরামিতিগুলিকে (যেমন ভোল্টেজ এবং তাপমাত্রা) অপ্টিমাইজ করে, ইলেক্ট্রোফোরেটিক স্তরের নিক্ষেপের ক্ষমতাকে 95%-এর বেশি করে, নিশ্চিত করে যে গাড়ির শরীরের গহ্বর এবং ঢালাইয়ের মতো লুকানো জায়গাগুলিও "স্থানীয় মরিচা" এড়াতে একটি সম্পূর্ণ আবরণ তৈরি করে।
ইঞ্জিন বগির উপাদানগুলির ক্ষেত্রে, পৃষ্ঠের চিকিত্সা উচ্চ-তাপমাত্রা প্রতিরোধ এবং তেল প্রতিরোধের উপর দৃষ্টি নিবদ্ধ করে। উদাহরণস্বরূপ, ইঞ্জিন বন্ধনীগুলি "উচ্চ-তাপমাত্রা ফসফেটিং সিলিকন স্প্রে" প্রক্রিয়া গ্রহণ করে: উচ্চ-তাপমাত্রার ফসফেটিং স্তর (বেধ 5-10μm) 200℃ এ স্থিতিশীল থাকতে পারে এবং সিলিকন আবরণ (বেধ 20-30μm) চমৎকার তেল প্রতিরোধের, একটি ইঞ্জিন তেলের 5 বছর ধরে রসিসেশন লাইফ থেকে 5 বছর ধরে পরিষেবার জন্য। নিষ্কাশন পাইপগুলি "উচ্চ-তাপমাত্রার এনামেল" চিকিত্সার মধ্য দিয়ে যায়: এনামেলের আবরণ ধাতব পৃষ্ঠের উপর স্প্রে করা হয় এবং উচ্চ তাপমাত্রায় (800-900℃) সিন্টার করা হয় যাতে 50-100μm পুরুত্বের একটি এনামেল স্তর তৈরি করা হয়, যার উচ্চ-তাপমাত্রা প্রতিরোধ ক্ষমতা 600 ℃ এর বেশি এবং উচ্চ তাপমাত্রায় পাইপগুলিকে প্রতিরোধ করে।
স্বয়ংচালিত শিল্পে পৃষ্ঠের চিকিত্সার প্রযুক্তিগত অসুবিধাগুলি "মাল্টি-প্রসেস সমন্বয়" এবং "খরচ নিয়ন্ত্রণ" এর মধ্যে রয়েছে: বহু-প্রক্রিয়া সমন্বয়ের জন্য আবরণগুলির মধ্যে আনুগত্য মিল নিশ্চিত করা প্রয়োজন। উদাহরণস্বরূপ, "ইন্টারলেয়ার পিলিং" এড়াতে মধ্যবর্তী আবরণ এবং টপকোটের মধ্যে আনুগত্য অবশ্যই 10MPa-এর বেশি হতে হবে; অটোমোবাইলের বড় আউটপুট (একটি মডেলের বার্ষিক আউটপুট 100,000 ইউনিটের বেশি হতে পারে) কারণে খরচ নিয়ন্ত্রণের জন্য দক্ষ এবং কম খরচের প্রক্রিয়া নির্বাচন করা প্রয়োজন। উদাহরণস্বরূপ, ক্যাথোডিক ইলেক্ট্রোফোরসিসের স্নানের দ্রবণকে 95% এর বেশি ব্যবহারের হারের সাথে পুনর্ব্যবহৃত করা যেতে পারে, কার্যকরভাবে ইউনিট খরচ কমিয়ে দেয়।
(II) চিকিৎসা শিল্প: ব্যবহারের নিরাপত্তা নিশ্চিত করতে বায়োকম্প্যাটিবিলিটি এবং বন্ধ্যাত্বের উপর ফোকাস করা
চিকিৎসা পণ্য মানুষের টিস্যু বা শরীরের তরল সঙ্গে সরাসরি যোগাযোগ হয়. সারফেস ট্রিটমেন্টের অবশ্যই তিনটি মূল প্রয়োজনীয়তা পূরণ করতে হবে: জৈব সামঞ্জস্যতা (অ-বিষাক্ততা, অ-সংবেদনশীলতা), বন্ধ্যাত্ব (উচ্চ-তাপমাত্রা জীবাণুমুক্তকরণ বা রাসায়নিক জীবাণুমুক্তকরণ সহ), এবং জারা প্রতিরোধ (জীবাণুমুক্তকরণ সলিউশন ক্লিনিং সহ), কঠোর শিল্প মান মেনে চলার সময় (যেমন ISO 109/1096GB)।
ইমপ্লান্টযোগ্য চিকিৎসা ডিভাইসের ক্ষেত্রে (যেমন কৃত্রিম জয়েন্ট এবং কার্ডিয়াক স্টেন্ট), পৃষ্ঠের চিকিত্সার মূল লক্ষ্য হল জৈব সামঞ্জস্যতা এবং অসিওইনটিগ্রেশন ক্ষমতা উন্নত করা। উদাহরণস্বরূপ, টাইটানিয়াম খাদ কৃত্রিম জয়েন্টগুলি "হাইড্রোক্স্যাপাটাইট (HA) আবরণ" চিকিত্সা গ্রহণ করে: HA পাউডার 50-100μm বেধের সাথে একটি আবরণ তৈরি করতে প্লাজমা স্প্রে করার মাধ্যমে যৌথ পৃষ্ঠে জমা হয়। HA উপাদানটি মানুষের হাড়ের অনুরূপ, অস্টিওব্লাস্টের আনুগত্য এবং বিস্তারকে উন্নীত করে, কৃত্রিম জয়েন্ট এবং হাড়ের মধ্যে বন্ধন শক্তি 30% এর বেশি বৃদ্ধি করে। একই সময়ে, ISO 10993-1 বায়োকম্প্যাটিবিলিটি স্ট্যান্ডার্ড মেনে HA আবরণের ভাল জৈব সামঞ্জস্যতা, অ-বিষাক্ততা এবং অ-সংবেদনশীলতা রয়েছে। কার্ডিয়াক স্টেন্টগুলি "ড্রাগ-কোটেড" পৃষ্ঠের চিকিত্সা গ্রহণ করে: ধাতব স্টেন্ট পৃষ্ঠের উপর 1-5μm পুরুত্ব সহ একটি পলিমার ড্রাগ-লোডেড স্তর (যেমন প্যাক্লিট্যাক্সেল এবং র্যাপামাইসিন) লেপা হয়। স্টেন্ট ইমপ্লান্টেশনের পরে, ওষুধটি ধীরে ধীরে মুক্তি পায়, ভাস্কুলার মসৃণ পেশী কোষের বিস্তারকে বাধা দেয় এবং ইন-স্টেন্ট রেস্টেনোসিস রেট 30%-40% (বেয়ার মেটাল স্টেন্টের জন্য) থেকে কমিয়ে 5% (ড্রাগ-লেপা স্টেন্টের জন্য) থেকে কমিয়ে দেয়। এই জাতীয় আবরণগুলির ভাল জৈব-অবচনযোগ্যতা থাকা দরকার, যা ওষুধ ছাড়ার পরে মানবদেহ দ্বারা বিপাক এবং শোষিত হতে পারে, দীর্ঘমেয়াদী ধারণ এড়াতে পারে যা প্রদাহজনক প্রতিক্রিয়া সৃষ্টি করতে পারে। একটি মেডিকেল এন্টারপ্রাইজ একটি অবক্ষয়যোগ্য ড্রাগ-কোটেড স্টেন্ট তৈরি করেছে যা 90% ড্রাগ রিলিজ হার এবং 6-12 মাসের একটি নিয়ন্ত্রণযোগ্য অবক্ষয় চক্র অর্জন করে, যা বর্তমানে ক্লিনিকাল ট্রায়াল পর্যায়ে রয়েছে।
অ-ইমপ্লান্টযোগ্য চিকিৎসা যন্ত্রের ক্ষেত্রে (যেমন অস্ত্রোপচারের যন্ত্র এবং জীবাণুনাশক পাত্রে), পৃষ্ঠের চিকিত্সা "বন্ধ্যাত্ব" এবং "জারা প্রতিরোধের" সমস্যা সমাধানের উপর দৃষ্টি নিবদ্ধ করে। স্টেইনলেস স্টীল অস্ত্রোপচারের কাঁচি "ইলেক্ট্রোপলিশিং প্যাসিভেশন" সম্মিলিত প্রক্রিয়া গ্রহণ করে: ইলেক্ট্রোপলিশিং ইলেক্ট্রোকেমিক্যাল অ্যাকশনের মাধ্যমে পৃষ্ঠের উপর থেকে ক্ষুদ্র burrs অপসারণ করে, পৃষ্ঠের Ra-এর মান 0.05μm-এর নিচে হ্রাস করে এবং ব্যাকটেরিয়া আঠালো স্থানগুলি হ্রাস করে; পরবর্তী প্যাসিভেশন ট্রিটমেন্ট একটি Cr₂O₃ অক্সাইড ফিল্ম তৈরি করে যার সল্ট স্প্রে টেস্ট লাইফ 1000 ঘন্টার বেশি, যা উচ্চ-তাপমাত্রা এবং উচ্চ-চাপ নির্বীজন (134℃, 0.2MPa বাষ্প) এবং ক্লোরিনযুক্ত জীবাণুনাশক সমাধান থেকে ক্ষয় সহ্য করতে পারে (যেমন নিরাপত্তা 8 বারবার ব্যবহার করার সময় জীবাণুনাশক। ডেন্টাল হ্যান্ডপিসগুলির পৃষ্ঠের চিকিত্সা (দাঁত নাকালের জন্য উচ্চ-গতির যন্ত্র) আরও সুনির্দিষ্ট: তাদের ধাতব খোলস "ভ্যাকুয়াম টাইটানিয়াম প্লেটিং" প্রক্রিয়া গ্রহণ করে 2-5μm পুরুত্বের একটি টাইটানিয়াম আবরণ তৈরি করে, যার কঠোরতা 1500HV এর বেশি এবং উচ্চ-ফ্রিকোয়েন্সি বৃদ্ধির সময় উচ্চ-ফ্রিকোয়েন্সি প্রতিরোধ করতে পারে। 400,000 r/min)। একই সময়ে, টাইটানিয়াম আবরণের ভাল জৈব সামঞ্জস্য রয়েছে, ধাতব আয়ন বৃষ্টিপাত এড়ানো যা মৌখিক শ্লেষ্মাকে জ্বালাতন করতে পারে।
চিকিৎসা শিল্পে পৃষ্ঠ চিকিত্সার প্রযুক্তিগত অসুবিধা "কার্যক্ষমতা এবং নিরাপত্তার মধ্যে ভারসাম্য" এর মধ্যে রয়েছে: একদিকে, আবরণের চমৎকার কার্যকারিতা থাকা প্রয়োজন (যেমন ড্রাগ রিলিজ এবং পরিধান প্রতিরোধের); অন্যদিকে, আবরণ বিচ্ছিন্নতার ঝুঁকি অবশ্যই কঠোরভাবে নিয়ন্ত্রণ করতে হবে (যেমন HA আবরণ বিচ্ছিন্নতা থ্রম্বোসিসের কারণ হতে পারে)। তাই, নিরাপত্তা নিশ্চিত করার জন্য কঠোর আনুগত্য পরীক্ষা (যেমন আঠালো ≥ 5B গ্রেডের সাথে ক্রস-কাট পরীক্ষা) এবং ইন ভিট্রো অবক্ষয় পরীক্ষা (যেমন 30 দিনের জন্য সিমুলেটেড বডি ফ্লুইডে নিমজ্জিত করা একটি আবরণ ওজন কমানোর হার ≤ 1%) প্রয়োজন। উপরন্তু, চিকিৎসা পণ্যের পৃষ্ঠ চিকিত্সা প্রক্রিয়া অবশ্যই GMP (গুড ম্যানুফ্যাকচারিং প্র্যাকটিস) সার্টিফিকেশন পাস করতে হবে। উৎপাদন পরিবেশের পরিচ্ছন্নতা (যেমন ক্লাস 10,000 ক্লিন ওয়ার্কশপ) এবং কাঁচামালের বিশুদ্ধতা (যেমন মেডিকেল-গ্রেড টাইটানিয়াম পাউডার একটি বিশুদ্ধতা ≥ 99.99%) কঠোর মান মেনে চলতে হবে, যা প্রক্রিয়ার খরচ এবং প্রযুক্তিগত থ্রেশহোল্ডগুলিও বাড়ায়।
(III) ইলেকট্রনিক্স শিল্প: ক্ষুদ্রকরণ এবং উচ্চ নির্ভরযোগ্যতার প্রয়োজনীয়তার সাথে খাপ খাইয়ে নেওয়ার জন্য যথার্থতা এবং কার্যকারিতা অনুসরণ করা
ইলেকট্রনিক পণ্য (যেমন চিপস, সার্কিট বোর্ড এবং সংযোগকারী) "মিনিচুরাইজেশন" এবং "উচ্চ ইন্টিগ্রেশন" বৈশিষ্ট্যগুলি প্রদর্শন করে। সারফেস ট্রিটমেন্টের অবশ্যই তিনটি মূল প্রয়োজনীয়তা পূরণ করতে হবে: উচ্চ নির্ভুলতা (লেপের পুরুত্বের বিচ্যুতি ≤ 0.1μm), উচ্চ পরিবাহিতা (প্রতিরোধীতা ≤ 10⁻⁶Ω·cm), এবং উচ্চ নির্ভরযোগ্যতা (উচ্চ-নিম্ন তাপমাত্রা এবং আর্দ্র-তাপ পরিবেশে স্থিতিশীল কর্মক্ষমতা), যখন পিচ-পিন-পিনস আকারের প্রক্রিয়াকরণের প্রয়োজনীয়তার সাথে খাপ খাইয়ে নেয়। ≤ 0.1 মিমি)।
চিপ উত্পাদন ক্ষেত্রে, পৃষ্ঠের চিকিত্সা সম্পূর্ণ "ওয়েফার উত্পাদন - প্যাকেজিং এবং পরীক্ষা" প্রক্রিয়ার মাধ্যমে চলে। ওয়েফার উত্পাদন পর্যায়ে, সিলিকন ওয়েফার পৃষ্ঠটি "অক্সাইড স্তর বৃদ্ধি" চিকিত্সার মধ্য দিয়ে যায়: 10-100nm পুরুত্বের একটি SiO₂ অন্তরক স্তর উচ্চ-তাপমাত্রার (1000-1200℃) অক্সিডেশনের মাধ্যমে গঠিত হয়, যা চিচিপ এর গেট ট্রান্সসুলেটর স্তর হিসাবে পরিবেশন করে। বেধ অভিন্নতা বিচ্যুতি অবশ্যই ±5% এর মধ্যে নিয়ন্ত্রণ করতে হবে; অন্যথায়, ট্রানজিস্টর থ্রেশহোল্ড ভোল্টেজ ওঠানামা করবে (0.1V এর বেশি বিচ্যুতি), চিপের কর্মক্ষমতা প্রভাবিত করবে। চিপ প্যাকেজিং পর্যায়ে, পিনগুলি (যেমন QFP প্যাকেজিং পিনগুলি) "ইলেক্ট্রোপ্লেটেড নিকেল-গোল্ড" প্রক্রিয়া গ্রহণ করে: 1-3μm পুরুত্বের একটি নিকেল স্তর প্রথমে ইলেক্ট্রোপ্লেট করা হয় (আনুগত্য উন্নত করতে এবং প্রতিরোধের পরিধানের জন্য), এবং তারপরে 0.1-0.5m বেধের সাথে একটি সোনার স্তর ইলেক্ট্রোপ্লেটেড μm যোগাযোগ কমাতে হয়। চিপ এবং সার্কিট বোর্ডের মধ্যে স্থিতিশীল পরিবাহিতা নিশ্চিত করতে সোনার স্তরের প্রতিরোধ ক্ষমতা ≤ 2.4×10⁻⁸Ω·cm হতে হবে। এছাড়াও, চিপের পৃষ্ঠটি "আন্ডারফিল আবরণ" চিকিত্সার মধ্য দিয়ে যায়: 50-100μm পুরুত্বের একটি আঠালো স্তর তৈরি করতে একটি বিতরণ প্রক্রিয়ার মাধ্যমে চিপ এবং সাবস্ট্রেটের মধ্যে ইপোক্সি রজন ভরা হয়, চিপের অ্যান্টি-ড্রপ কার্যকারিতা উন্নত করে (কোনও ক্ষতি ছাড়াই 1.5 মিটার কংক্রিট ড্রপ সহ্য করতে সক্ষম)। একটি চিপ প্রস্তুতকারকের পরীক্ষা দেখায় যে এই প্রক্রিয়াটি গ্রহণকারী চিপগুলির ড্রপ ব্যর্থতার হার 15% থেকে 2% এর নীচে হ্রাস পেয়েছে।
প্রিন্টেড সার্কিট বোর্ডের (PCBs) ক্ষেত্রে, পৃষ্ঠের চিকিত্সার মূল হল প্যাডগুলির সোল্ডারেবিলিটি এবং জারা প্রতিরোধ ক্ষমতা উন্নত করা। সাধারণ প্রক্রিয়াগুলির মধ্যে রয়েছে "হট এয়ার সোল্ডার লেভেলিং (HASL)", "ইলেক্ট্রোলেস নিকেল ইমারসন গোল্ড (ENIG)", এবং "ইমারসন সিলভার"। HASL প্রক্রিয়া PCB কে গলিত টিন-লিড অ্যালয়ে (230-250℃) নিমজ্জিত করে, তারপর অতিরিক্ত সোল্ডারকে উড়িয়ে দিতে গরম বাতাস ব্যবহার করে, প্যাড পৃষ্ঠে 5-20μm পুরুত্ব সহ একটি টিন-লিড আবরণ তৈরি করে। এটির দাম কম (প্রায় 0.2 সিএনওয়াই/সেমি²) এবং ভাল সোল্ডারেবিলিটি, ভোক্তা ইলেকট্রনিক্সের (যেমন টিভি এবং রাউটারগুলির মতো) পিসিবিগুলির জন্য উপযুক্ত; যাইহোক, এর দুর্বল পৃষ্ঠ সমতলতা (Ra মান ≥ 1μm) এটিকে চিপ পিন পিচ ≤ 0.3 মিমি সহ উচ্চ-ঘনত্বের প্যাকেজিংয়ের সাথে খাপ খাইয়ে নিতে অক্ষম করে তোলে। ENIG প্রক্রিয়াটি প্যাড পৃষ্ঠে একটি "নিকেল স্তর (5-10μm) সোনার স্তর (0.05-0.1μm)" কাঠামো গঠন করে, যার উচ্চ পৃষ্ঠতল সমতলতা (Ra মান ≤ 0.1μm) এবং শক্তিশালী জারা প্রতিরোধের (লবণ স্প্রে টেস্ট লাইফ ≥ 500 ঘন্টা), উচ্চ-ঘনত্বের পিসি এবং ল্যাপটপ ফোনের জন্য উপযুক্ত। যাইহোক, এর প্রক্রিয়া জটিল, এবং খরচ HASL-এর (প্রায় 0.8 CNY/cm²) থেকে 3-5 গুণ বেশি। নিমজ্জন রৌপ্য প্রক্রিয়া রাসায়নিক প্রতিস্থাপন বিক্রিয়ার মাধ্যমে প্যাড পৃষ্ঠে 0.1-0.3μm পুরুত্বের একটি রূপালী স্তর গঠন করে, চমৎকার পৃষ্ঠের সমতলতা এবং সোল্ডারেবিলিটি সহ, এবং সোনার স্তরের কোন "কালো প্যাড প্রভাব" নেই (সোল্ডার স্তর এবং নিকেল স্তরের মধ্যে প্রতিক্রিয়া দ্বারা সৃষ্ট সোল্ডার জয়েন্ট ব্যর্থতা)। এটি স্বয়ংচালিত ইলেকট্রনিক্সের PCB-এর জন্য উপযোগী (যেমন যানবাহনে চলাচল) এবং 1000 চক্রের পরে কোন সোল্ডার জয়েন্ট ডিটাচমেন্ট ছাড়াই উচ্চ-নিম্ন তাপমাত্রা চক্র পরিবেশ (-40℃ থেকে 125℃) সহ্য করতে পারে।
ইলেকট্রনিক সংযোগকারীর ক্ষেত্রে (যেমন USB ইন্টারফেস এবং RF সংযোগকারী), পৃষ্ঠ চিকিত্সা অবশ্যই পরিবাহিতা এবং পরিধান প্রতিরোধের ভারসাম্য বজায় রাখতে হবে। সংযোগকারী পিনগুলি বেশিরভাগই "ইলেক্ট্রোপ্লেটেড কপার ইলেক্ট্রোপ্লেটেড নিকেল ইলেক্ট্রোপ্লেটেড গোল্ড" এর একটি তিন-স্তর কাঠামো গ্রহণ করে: তামার স্তর (বেধ 10-20μm) উচ্চ পরিবাহিতা নিশ্চিত করে, নিকেল স্তর (বেধ 1-3μm) পরিধান প্রতিরোধের উন্নতি করে এবং সোনার স্তর (পুরুত্ব 0.1-0.5 μm) যোগাযোগ হ্রাস করে। উদাহরণস্বরূপ, ইউএসবি টাইপ-সি সংযোগকারী পিনের সোনার স্তরের পুরুত্ব অবশ্যই ≥ 0.15μm হতে হবে, একটি প্লাগ-ইন লাইফ 10,000 বারের বেশি এবং প্রতিটি প্লাগ-ইন করার পরে ≤ 10mΩ এর একটি যোগাযোগ প্রতিরোধের পরিবর্তন সহ। কিছু হাই-এন্ড RF সংযোগকারী (যেমন 5G বেস স্টেশনগুলির জন্য) এছাড়াও "ইলেক্ট্রোপ্লেটেড প্যালাডিয়াম-নিকেল অ্যালয়" প্রক্রিয়া গ্রহণ করে। প্যালাডিয়াম-নিকেল অ্যালয় লেয়ারে (পুরুত্ব 1-2μm) সোনার স্তরের পরিধান প্রতিরোধের 5-10 গুণ এবং কম খরচ (সোনার স্তরের খরচের প্রায় 60%), যা 5G সরঞ্জামের দীর্ঘমেয়াদী স্থিতিশীল অপারেশন (পরিষেবা জীবন ≥ 5 বছর) পূরণ করতে পারে।
ইলেকট্রনিক্স শিল্পে পৃষ্ঠের চিকিত্সার প্রযুক্তিগত অসুবিধাগুলি "মিনিচুরাইজড প্রসেসিং" এবং "পরিবেশগত অভিযোজনযোগ্যতা" এর মধ্যে রয়েছে: ক্ষুদ্রাকৃতির প্রক্রিয়াকরণের জন্য অতি-ছোট আকারের সাবস্ট্রেটগুলিতে অভিন্ন আবরণ অর্জন করা প্রয়োজন (যেমন ≤ 0.05 মিমি প্রস্থের চিপ পিন), যার জন্য অবিচ্ছিন্ন ইলেক্ট্রোপ্লেটিং সরঞ্জামের প্রয়োজন হয়। লাইন) বর্তমান ঘনত্বের বিচ্যুতি নিয়ন্ত্রণ করতে ≤ 1%; পরিবেশগত অভিযোজনযোগ্যতার জন্য আবরণের চরম পরিবেশে স্থিতিশীল কর্মক্ষমতা থাকা প্রয়োজন (যেমন উচ্চ-নিম্ন তাপমাত্রা চক্র -55℃ থেকে 150℃ এবং 95% আর্দ্রতা)। উদাহরণস্বরূপ, স্বয়ংচালিত ইলেকট্রনিক PCB-এর পৃষ্ঠ চিকিত্সা আবরণ বিচ্ছিন্নতা বা সোল্ডার জয়েন্ট ব্যর্থতা ছাড়াই 1000টি উচ্চ-নিম্ন তাপমাত্রা চক্র পরীক্ষা পাস করতে হবে।
(IV) মহাকাশ শিল্প: উচ্চ-তাপমাত্রা, উচ্চ-চাপ এবং উচ্চ-বিকিরণ প্রয়োজনীয়তার সাথে খাপ খাইয়ে নেওয়ার জন্য চরম পরিবেশের সীমাবদ্ধতার মধ্য দিয়ে ভেঙে যাওয়া
মহাকাশ পণ্য (যেমন ইঞ্জিন ব্লেড, স্যাটেলাইট ক্যাসিং এবং রকেট ফুয়েল ট্যাঙ্ক) দীর্ঘ সময়ের জন্য চরম পরিবেশে কাজ করে (যেমন ইঞ্জিন দহন চেম্বারের তাপমাত্রা ≥ 1500℃, স্যাটেলাইট কক্ষপথ ভ্যাকুয়াম এবং উচ্চ বিকিরণ এবং রকেট উৎক্ষেপণের সময় উচ্চ-চাপের প্রভাব)। সারফেস ট্রিটমেন্টে অবশ্যই অতি-উচ্চ তাপমাত্রা প্রতিরোধ ক্ষমতা থাকতে হবে (দীর্ঘমেয়াদী পরিষেবার তাপমাত্রা ≥ 1000℃), অতি-উচ্চ জারা প্রতিরোধ ক্ষমতা (স্পেস প্লাজমা ক্ষয় সহ্য করে), এবং অতি-উচ্চ যান্ত্রিক বৈশিষ্ট্য (প্রভাব শক্তি ≥ 100MPa), এটিকে একটি "উচ্চ পৃষ্ঠের চিকিত্সার জন্য স্থল" তৈরি করে।
অ্যারো-ইঞ্জিনের ক্ষেত্রে, উচ্চ-তাপমাত্রার উপাদানগুলির পৃষ্ঠের চিকিত্সা একটি মূল প্রযুক্তিগত অসুবিধা। অ্যারো-ইঞ্জিন টারবাইন ব্লেড (অপারেটিং তাপমাত্রা 1200-1500℃) "থার্মাল ব্যারিয়ার লেপ (TBC)" চিকিত্সা গ্রহণ করে, একটি সাধারণ কাঠামোর সাথে "ধাতু বন্ড কোট (MCrAlY, পুরুত্ব 50-100μm) সিরামিক টপকোট (YSZ, yttria-constabilized, yttria-constabilized)। 100-300μm)"। ধাতব বন্ড কোট প্লাজমা স্প্রে করার মাধ্যমে প্রস্তুত করা হয়, যা বেস অ্যালয় (যেমন নিকেল-ভিত্তিক সুপারঅ্যালয়) এর জারণ রোধ করতে উচ্চ তাপমাত্রায় একটি Al₂O₃ অক্সাইড ফিল্ম তৈরি করতে পারে; সিরামিক টপকোটের একটি কম তাপ পরিবাহিতা (≤ 1.5W/(m·K)), যা ব্লেডের বেস তাপমাত্রা 100-200℃ কমাতে পারে এবং ব্লেডের পরিষেবা জীবন 1000 ঘন্টা (লেপ ছাড়া) থেকে 3000 ঘন্টা (লেপ সহ) পর্যন্ত প্রসারিত করতে পারে। উচ্চ-তাপমাত্রার প্রতিরোধ ক্ষমতা আরও উন্নত করার জন্য, কিছু উন্নত ইঞ্জিন ব্লেড "ইলেক্ট্রন বিম ফিজিক্যাল ভ্যাপার ডিপোজিশন (EB-PVD)" ব্যবহার করে সিরামিক টপকোট প্রস্তুত করতে, একটি স্তম্ভাকার স্ফটিক কাঠামো তৈরি করে। এর তাপীয় শক প্রতিরোধের (1500℃ থেকে ঘরের তাপমাত্রায় দ্রুত শীতল হওয়ার সময় কোন ক্র্যাকিং হয় না) প্লাজমা-স্প্রে করা আবরণের 2-3 গুণ, দহন চেম্বারের মতো অতি-উচ্চ তাপমাত্রা এলাকার জন্য উপযুক্ত। একটি অ্যারো-ইঞ্জিন এন্টারপ্রাইজের পরীক্ষা দেখায় যে EB-PVD আবরণ গ্রহণকারী ব্লেডগুলি 1600℃ এর স্বল্পমেয়াদী উচ্চ-তাপমাত্রার প্রভাব সহ্য করতে পারে।
মহাকাশযানের ক্ষেত্রে (যেমন স্যাটেলাইট এবং স্পেস স্টেশন), পৃষ্ঠ চিকিত্সার জন্য "শূন্য পরিবেশে কর্মক্ষমতা স্থিতিশীলতা" এবং "বিকিরণ প্রতিরোধের" সমস্যাগুলি সমাধান করা প্রয়োজন। স্যাটেলাইট কেসিংগুলি "অ্যানোডাইজেশন ইলেক্ট্রোস্ট্যাটিক ডিসচার্জ (ESD) আবরণ" চিকিত্সা গ্রহণ করে: অ্যালুমিনিয়াম খাদ আবরণ প্রথমে অ্যানোডাইজেশনের মাধ্যমে 10-20μm পুরুত্বের একটি Al₂O₃ ফিল্ম স্তর তৈরি করে যাতে মহাকাশের প্লাজমা ক্ষয় প্রতিরোধ ক্ষমতা উন্নত করা যায় (5 বছরের মধ্যে এক্সপোজারের পরে কোনও স্পষ্ট ক্ষয় হয় না); তারপরে 5-10μm পুরুত্বের একটি ESD আবরণ (যেমন কার্বন ন্যানোটিউব দিয়ে ডোপ করা ইপোক্সি আবরণ) প্রলিপ্ত করা হয় এবং ভ্যাকুয়াম পরিবেশে ইলেক্ট্রোস্ট্যাটিক জমা এবং নিঃসরণ এড়াতে পৃষ্ঠের রোধ 10⁶-10⁹Ω এ নিয়ন্ত্রিত হয়, যা স্যাটেলাইট ইলেকট্রনিক সরঞ্জামের ক্ষতি করতে পারে। স্পেস স্টেশনের সৌর প্যানেলের পৃষ্ঠটি "অ্যান্টি-রেডিয়েশন লেপ" চিকিত্সা গ্রহণ করে: 0.1-0.5μm পুরুত্বের একটি SiO₂-TiO₂ যৌগিক আবরণ ভ্যাকুয়াম আবরণের মাধ্যমে সৌর প্যানেলের কাচের পৃষ্ঠে জমা করা হয়, যা স্থান অতিবেগুনী (UV) এবং উচ্চ রশ্মির অংশকে প্রতিরোধ করতে পারে। সৌর কোষের রূপান্তর দক্ষতা ক্ষয় করার হার 20%/বছর (কোটিং ছাড়া) থেকে কমিয়ে 5%/বছরের নিচে, মহাকাশ স্টেশনের জন্য দীর্ঘমেয়াদী শক্তি সরবরাহ নিশ্চিত করে (বিদ্যুৎ সরবরাহের স্থিতিশীলতা ≥ 99.9%)।
রকেট জ্বালানি ট্যাঙ্কের ক্ষেত্রে (যেমন তরল হাইড্রোজেন ট্যাঙ্ক, অপারেটিং তাপমাত্রা -253℃), পৃষ্ঠের চিকিত্সার জন্য "নিম্ন-তাপমাত্রার শক্ততা" এবং "সিলিং কার্যকারিতা" সমস্যাগুলি সমাধান করা প্রয়োজন। ট্যাঙ্কের উপাদানটি বেশিরভাগ অ্যালুমিনিয়াম খাদ, যা "রাসায়নিক মিলিং প্যাসিভেশন" প্রক্রিয়া গ্রহণ করে: রাসায়নিক মিলিং উপাদানের নিম্ন-তাপমাত্রার কঠোরতা উন্নত করতে ক্ষয় গভীরতা (5-10μm) নিয়ন্ত্রণ করে পৃষ্ঠের চাপের ঘনত্বের অঞ্চলগুলিকে সরিয়ে দেয় (প্রভাব দৃঢ়তা ≥ 50J/cm² এ -253℃); প্যাসিভেশন ট্রিটমেন্ট তরল হাইড্রোজেন এবং অ্যালুমিনিয়াম খাদের মধ্যে রাসায়নিক বিক্রিয়া প্রতিরোধ করার জন্য একটি ঘন Cr₂O₃ ফিল্ম স্তর গঠন করে, যখন তরল হাইড্রোজেন ফুটো এড়াতে ওয়েল্ডের সিলিং কার্যকারিতা উন্নত করে (লিকেজ রেট ≤ 1×10⁻⁹Pa·m³/s)। কিছু ভারী রকেটের তরল অক্সিজেন ট্যাঙ্কগুলিও "শট পিনিং" পৃষ্ঠের চিকিত্সা গ্রহণ করে: উচ্চ-গতির স্টিলের শটগুলি (0.1-0.3 মিমি ব্যাস) ট্যাঙ্কের ভিতরের দেওয়ালে স্প্রে করা হয় যাতে 50-100μm গভীরতার একটি অবশিষ্ট সংকোচনমূলক চাপ স্তর তৈরি করা হয়, যা ট্যাঙ্কের একাধিক প্রবর্তন এবং প্রবর্তনকে উন্নত করে। পুনরুদ্ধারের চাপ চক্র (চক্রের সময় ≥ 10)।
মহাকাশ শিল্পে পৃষ্ঠের চিকিত্সার প্রযুক্তিগত অসুবিধাগুলি "চরম পারফরম্যান্স ব্রেকথ্রু" এবং "নির্ভরযোগ্যতা যাচাই" এর মধ্যে রয়েছে: চরম পারফরম্যান্স সাফল্যের জন্য নতুন আবরণ সামগ্রীর বিকাশ প্রয়োজন (যেমন উচ্চ-তাপমাত্রা সিরামিক এবং বিকিরণ-প্রতিরোধী কম্পোজিট)। উদাহরণস্বরূপ, তাপীয় বাধা আবরণের সিরামিক টপকোটকে 1500℃ এর উপরে কাঠামোগত স্থিতিশীলতা বজায় রাখতে হবে। বর্তমান মূলধারার YSZ আবরণ তার কর্মক্ষমতা সীমার কাছাকাছি পৌঁছেছে, এবং পরবর্তী প্রজন্মের "বিরল আর্থ জিরকোনেট" আবরণ (যেমন La₂Zr₂O₇) R&D পর্যায়ে রয়েছে, উচ্চ-তাপমাত্রা প্রতিরোধের সাথে যা 1700℃ পর্যন্ত বাড়ানো যেতে পারে; নির্ভরযোগ্যতা যাচাইয়ের জন্য কঠোর পরিবেশগত পরীক্ষায় উত্তীর্ণ হতে হবে (যেমন 1000 উচ্চ-তাপমাত্রা চক্র এবং 10,000 ঘন্টা স্থানের পরিবেশ সিমুলেশন) নিশ্চিত করতে যে আবরণটি মহাকাশযানের সমগ্র জীবনচক্রে (সাধারণত 10-20 বছর) ব্যর্থ হয় না, যা প্রক্রিয়ার স্থিতিশীলতা এবং গুণমান নিয়ন্ত্রণের জন্য অত্যন্ত উচ্চ প্রয়োজনীয়তা রাখে।
IV সারফেস ট্রিটমেন্টের জন্য ব্যবহারিক অপারেশন গাইড: প্রক্রিয়া নির্বাচন, সমস্যা সমাধান এবং নিরাপত্তা রক্ষণাবেক্ষণ
(I) প্রক্রিয়া নির্বাচন: অভিযোজিতের জন্য চার-পদক্ষেপ স্ক্রীনিং
সমাধান
ব্যবহারিক উত্পাদনে, পৃষ্ঠের চিকিত্সার প্রক্রিয়াগুলির নির্বাচনের জন্য নীচের চার-পদক্ষেপের প্রক্রিয়া অনুসরণ করে বেস উপাদান বৈশিষ্ট্য, কর্মক্ষমতা প্রয়োজনীয়তা, খরচ বাজেট এবং পরিবেশগত সুরক্ষা প্রয়োজনীয়তা বিবেচনা করতে হবে:
ধাপ 1: মূল প্রয়োজনীয়তা এবং বেস উপাদান বৈশিষ্ট্য স্পষ্ট করুন
প্রথমে, পণ্যের মূল কর্মক্ষমতা প্রয়োজনীয়তা নির্ধারণ করুন (যেমন, জারা প্রতিরোধ, বৈদ্যুতিক পরিবাহিতা, নান্দনিকতা) এবং প্রয়োগের পরিস্থিতি (যেমন, বহিরঙ্গন, উচ্চ-তাপমাত্রা, চিকিৎসা), তারপর বেস উপাদান বৈশিষ্ট্যের (যেমন, ধাতু/প্লাস্টিক, তাপ প্রতিরোধের, পরিবাহিতা) উপর ভিত্তি করে প্রক্রিয়ার সুযোগকে সংকুচিত করুন। যেমন:
প্রয়োজনীয়তা: স্টেইনলেস স্টীল টেবিলওয়্যার জন্য জারা প্রতিরোধের খাদ্য যোগাযোগ নিরাপত্তা; বেস উপাদান: 304 স্টেইনলেস স্টীল (দুর্বল জারা প্রতিরোধের, কোন ভারী ধাতু অনুমোদিত) → ক্রোমিয়াম ধারণকারী প্যাসিভেশন বাদ দেওয়া হয়; ক্রোমিয়াম-মুক্ত জিরকোনিয়াম লবণ প্যাসিভেশন ঐচ্ছিক।
প্রয়োজনীয়তা: ABS প্লাস্টিক casings জন্য পরিবাহিতা ইলেক্ট্রোম্যাগনেটিক শিল্ডিং; বেস উপাদান: ABS প্লাস্টিক (অন্তরক, তাপ প্রতিরোধের ≤ 80℃) → উচ্চ-তাপমাত্রা ইলেক্ট্রোপ্লেটিং বাদ দেওয়া হয়; ইলেক্ট্রোলেস নিকেল প্লেটিং (নিম্ন তাপমাত্রা ≤ 60℃, পরিবাহিতা 10⁻⁵Ω·cm) ঐচ্ছিক।
ধাপ 2: প্রক্রিয়া কর্মক্ষমতা এবং খরচ তুলনা
মূল প্রয়োজনীয়তার উপর ভিত্তি করে, কর্মক্ষমতা সূচক (যেমন, লবণ স্প্রে জীবন, আবরণ কঠোরতা) এবং খরচ (সরঞ্জাম বিনিয়োগ, ইউনিট খরচ) পরিপ্রেক্ষিতে প্রার্থী প্রক্রিয়ার তুলনা করুন। উদাহরণ হিসাবে "অ্যালুমিনিয়াম খাদ দরজা এবং জানালার জন্য বহিরঙ্গন জারা প্রতিরোধের নন্দনতত্ব" গ্রহণ করে, প্রার্থী প্রক্রিয়াগুলির তুলনা নিম্নরূপ:
| প্রার্থী প্রক্রিয়া | সল্ট স্প্রে লাইফ (জ) | আবরণ কঠোরতা (HV) | ইউনিট খরচ (CNY/m²) | সরঞ্জাম বিনিয়োগ (10k CNY) | পরিবেশগত বন্ধুত্ব |
| পাউডার স্প্রে করা | ≥1000 | 150-200 | 80-120 | 50-100 | কোন VOCs নির্গমন |
| অ্যানোডাইজেশন | ≥800 | 300-400 | 150-200 | 100-200 | কম দূষণ |
| দ্রাবক-ভিত্তিক স্প্রে করা | ≥600 | 100-150 | 60-80 | 30-50 | উচ্চ VOCs নির্গমন |
যদি বাজেট সীমিত হয় এবং পরিবেশগত বন্ধুত্ব একটি অগ্রাধিকার হয়, পাউডার স্প্রে করা সর্বোত্তম পছন্দ; যদি উচ্চ কঠোরতার প্রয়োজন হয় (যেমন, দরজার হাতলগুলির জন্য), অ্যানোডাইজেশন পছন্দ করা হয়।
ধাপ 3: প্রক্রিয়া সামঞ্জস্য যাচাই করুন
কিছু পণ্যের বহু-প্রক্রিয়া সংমিশ্রণ প্রয়োজন (যেমন, "ফসফেটিং স্প্রে করা"), তাই আবরণ বিচ্ছিন্নতা বা কার্যকারিতা ব্যর্থতা এড়াতে প্রাক-চিকিত্সা এবং পোস্ট-ট্রিটমেন্টের সামঞ্জস্যতা যাচাই করা প্রয়োজন। যেমন:
ইস্পাত অংশগুলির জন্য "ফসফেটিং পাউডার স্প্রে করা": ফসফেটিং ফিল্মের বেধ অবশ্যই 1-5μm এ নিয়ন্ত্রণ করতে হবে (অতিরিক্ত বেধ আবরণের আনুগত্যকে কমিয়ে দিতে পারে), এবং ফসফেটিং করার 4 ঘন্টার মধ্যে স্প্রে করা উচিত (আর্দ্রতার কারণে ফসফেটিং ফিল্মের মরিচা রোধ করতে)।
প্লাস্টিকের জন্য "প্লাজমা ট্রিটমেন্ট ভ্যাকুয়াম অ্যালুমিনিয়াম প্লেটিং": প্লাজমা ট্রিটমেন্ট পাওয়ার অবশ্যই নিয়ন্ত্রণ করতে হবে (500-800W) যাতে পৃষ্ঠের রুক্ষতা Ra 0.5-1μm হয় (খুব কম লেপ আনুগত্যের জন্য অপর্যাপ্ত হয়; খুব বেশি চেহারাকে প্রভাবিত করে)।
ধাপ 4: ছোট-স্কেল ট্রায়াল উত্পাদন এবং পরীক্ষা
প্রক্রিয়াটি নিশ্চিত করার পরে, ছোট আকারের ট্রায়াল উত্পাদন পরিচালনা করুন (50-100 টুকরা প্রস্তাবিত) এবং পেশাদার পরীক্ষার মাধ্যমে কার্যকারিতা যাচাই করুন:
ক্ষয় প্রতিরোধের: নিরপেক্ষ লবণ স্প্রে পরীক্ষা (GB/T 10125) যখন মরিচা প্রদর্শিত হয় তখন সময় রেকর্ড করতে।
আনুগত্য: ক্রস-কাট পরীক্ষা (GB/T 9286); টেপ আনুগত্য যোগ্য (≥ 5B গ্রেড) পরে কোন আবরণ বিচ্ছিন্নতা.
বৈদ্যুতিক পরিবাহিতা: প্রতিরোধ ক্ষমতা পরীক্ষা করার জন্য চার-প্রোব পদ্ধতি, ডিজাইনের প্রয়োজনীয়তার সাথে সম্মতি নিশ্চিত করে (যেমন, ইলেকট্রনিক সংযোগকারীর জন্য ≤ 10⁻⁶Ω·cm)।
(II) সাধারণ সমস্যার সমাধান: ত্রুটি বিশ্লেষণ থেকে অপ্টিমাইজেশান পরিমাপ
পৃষ্ঠের চিকিত্সার সময়, আবরণ বিচ্ছিন্নতা, পৃষ্ঠের ত্রুটি এবং নিম্নমানের কর্মক্ষমতার মতো সমস্যাগুলি প্রায়শই দেখা দেয়, যা প্রক্রিয়া নীতিগুলির উপর ভিত্তি করে সমাধান করা প্রয়োজন:
1. আবরণ বিচ্ছিন্নতা (দরিদ্র আনুগত্য)
সাধারণ কারণ: বেস উপাদান পৃষ্ঠ থেকে তেল/অক্সাইড স্কেল সরানো হয় না; অনুপযুক্ত প্রাক-চিকিত্সা প্রক্রিয়া পরামিতি (যেমন, কম ফসফেটিং তাপমাত্রা); আবরণ এবং বেস উপাদান মধ্যে অসঙ্গতি।
সমাধান:
প্রাক-চিকিত্সা অপ্টিমাইজেশান: ধাতব বেস উপাদানগুলি অবশ্যই "ডিগ্রেসিং (ক্ষারীয় ডিগ্রীজার, তাপমাত্রা 50-60 ℃, সময় 10-15 মিনিট) → ডিরাস্টিং (হাইড্রোক্লোরিক অ্যাসিড 15% -20%, তাপমাত্রা 20-30℃, সময় 5-10 মিনিট) → পৃষ্ঠের সামঞ্জস্য → পৃষ্ঠার সামঞ্জস্য → 1-2 মিনিট) প্রক্রিয়ার মধ্য দিয়ে যেতে হবে ফসফেটিং" তেল অপসারণের হার ≥ 99% নিশ্চিত করতে।
প্রক্রিয়া পরামিতি সমন্বয়: ক্যাথোডিক ইলেক্ট্রোফোরসিসের জন্য, ভোল্টেজ (150-200V) এবং তাপমাত্রা (25-30℃) নিয়ন্ত্রণ করতে হবে; খুব কম ভোল্টেজের ফলে পাতলা আবরণ এবং দুর্বল আনুগত্য হয়, যখন খুব বেশি ভোল্টেজ আবরণ ফাটল।
সামঞ্জস্য যাচাই: প্লাস্টিক বেস উপকরণ স্প্রে করার আগে, একটি "আনুগত্য পরীক্ষা" প্রয়োজন। উদাহরণস্বরূপ, পিপি প্লাস্টিকগুলিকে প্রথমে প্লাজমা চিকিত্সা (সময় 3-5 মিনিট) করতে হবে এবং তারপরে সাধারণ অ্যাক্রিলিক আবরণ ব্যবহার এড়াতে বিশেষ পিপি আবরণ দিয়ে স্প্রে করতে হবে।
2. পৃষ্ঠের ত্রুটি (বুদবুদ, পিনহোল, রঙের পার্থক্য)
বুদবুদ/পিনহোল:
কারণ: আবরণে আর্দ্রতা/অমেধ্য; স্প্রে করার সময় সংকুচিত বাতাসে তেল/জল; অত্যধিক নিরাময় তাপমাত্রা (খুব দ্রুত দ্রাবক উদ্বায়ীকরণ)।
সমাধান: Filter the coating through a 100-200 mesh filter and let it stand for defoaming (2-4h) before use; treat compressed air with an "oil-water separator" (moisture content ≤ 0.1g/m³); use stepwise heating for curing (e.g., pre-bake powder coatings at 60-80℃ for 10min, then cure at 180-200℃ for 20min).
রঙের পার্থক্য:
কারণ: আবরণ মধ্যে ব্যাচ পার্থক্য; অসম স্প্রে করা বেধ; নিরাময় তাপমাত্রার ওঠানামা।
সমাধান: Use coatings from the same batch for products of the same batch; control the spray gun distance (15-25cm) and moving speed (30-50cm/s) during spraying to ensure a coating thickness deviation of ≤ 5%; use zoned temperature control for curing ovens (temperature difference ≤ ±2℃).
3. নিম্নমানের কর্মক্ষমতা (দরিদ্র জারা প্রতিরোধ, কম কঠোরতা)
দরিদ্র জারা প্রতিরোধের:
কারণ: অপর্যাপ্ত আবরণ বেধ; রূপান্তর ফিল্ম উচ্চ porosity; পরবর্তী প্রক্রিয়াকরণের সময় আবরণ ক্ষতি।
সমাধান: For example, the zinc layer thickness of galvanized parts must be controlled at ≥ 8μm (salt spray life ≥ 500h); the porosity of the phosphating film must be controlled at ≤ 0.1% (detectable via oil immersion test, where pores absorb oil stains; adjust phosphating solution concentration and temperature if necessary); avoid coating areas during subsequent processing (e.g., bending, welding); if unavoidable, touch up damaged areas after processing (e.g., using special repair paint to ensure the touch-up thickness matches the original coating).
কম কঠোরতা:
কারণ: অপর্যাপ্ত আবরণ নিরাময় (কম তাপমাত্রা, অপর্যাপ্ত সময়); অনুপযুক্ত আবরণ গঠন (যেমন, কম রজন সামগ্রী); অপর্যাপ্ত ভিত্তি উপাদান কঠোরতা (যেমন, নরম প্লাস্টিক)।
সমাধান: Adjust curing parameters according to coating requirements (e.g., epoxy powder coatings require curing at 180℃ for 20min to ensure a cross-linking degree of ≥ 90%); replace with high-hardness coatings (e.g., modified coatings with nano-alumina, which can increase hardness by 30%); perform surface hardening treatment on soft base materials (e.g., PP plastics) first (e.g., plasma-enhanced chemical vapor deposition to form a 1-3μm thick SiO₂ hardened layer with a hardness of up to 5H).
(III) নিরাপত্তা রক্ষণাবেক্ষণ: সরঞ্জাম, কর্মী, এবং পরিবেশ ব্যবস্থাপনা
পৃষ্ঠ চিকিত্সা রাসায়নিক বিকারক (যেমন, অ্যাসিড, ক্ষার, ভারী ধাতু লবণ) এবং উচ্চ-তাপমাত্রার সরঞ্জাম (যেমন, নিরাময় ওভেন, ভ্যাকুয়াম আবরণ মেশিন) জড়িত। নিরাপত্তা দুর্ঘটনা এবং পরিবেশ দূষণ এড়াতে একটি ব্যাপক নিরাপত্তা রক্ষণাবেক্ষণ ব্যবস্থা স্থাপন করতে হবে।
1. সরঞ্জাম রক্ষণাবেক্ষণ: নিয়মিত পরিদর্শন এবং প্রতিরোধমূলক রক্ষণাবেক্ষণ
বিভিন্ন পৃষ্ঠ চিকিত্সা সরঞ্জামের বিভিন্ন রক্ষণাবেক্ষণের অগ্রাধিকার রয়েছে, এবং লক্ষ্যযুক্ত রক্ষণাবেক্ষণ পরিকল্পনাগুলি অবশ্যই বিকাশ করা উচিত (মাসিক ছোট পরিদর্শন এবং ত্রৈমাসিক প্রধান পরিদর্শন প্রস্তাবিত):
ইলেক্ট্রোপ্লেটিং ইকুইপমেন্ট: স্থিতিশীল বর্তমান সঞ্চালন নিশ্চিত করতে অ্যানোডগুলি থেকে নিয়মিতভাবে অক্সাইড স্তরগুলি (যেমন, নিকেল অ্যানোড, কপার অ্যানোড) পরিষ্কার করুন (5-10 মিনিটের জন্য 10% সালফিউরিক অ্যাসিড দ্রবণে ভিজিয়ে রাখুন); প্লেটিং দ্রবণের pH মান এবং ধাতব আয়ন ঘনত্ব সাপ্তাহিক পরীক্ষা করুন (যেমন, নিকেল প্লেটিং দ্রবণের pH অবশ্যই 4.0-4.5 এ নিয়ন্ত্রণ করতে হবে, 80-100g/L এ নিকেল আয়ন ঘনত্ব নিয়ন্ত্রণ করতে হবে) এবং অপর্যাপ্ত হলে পরিপূরক; আবরণের গুণমানকে প্রভাবিত করে এমন অমেধ্য এড়াতে প্রতি মাসে পরিস্রাবণ ব্যবস্থা (যেমন, ফিল্টার উপাদান) প্রতিস্থাপন করুন।
স্প্রে করার সরঞ্জাম: প্রতিবার ব্যবহারের পরে দ্রাবক দিয়ে স্প্রে বন্দুকের অগ্রভাগ পরিষ্কার করুন (যেমন, জল-ভিত্তিক আবরণের জন্য জল, দ্রাবক-ভিত্তিক আবরণের জন্য বিশেষ পাতলা যন্ত্র) আটকানো এবং অসম স্প্রে করা প্রতিরোধ করতে; এয়ার কম্প্রেসার ট্যাঙ্ক থেকে সাপ্তাহিক জল বের করুন (সংকুচিত বাতাসে জল এড়াতে) এবং চাপ ভালভটি ত্রৈমাসিক পরিদর্শন করুন (0.5-0.8MPa এ স্থিতিশীল চাপ নিশ্চিত করতে)।
উচ্চ-তাপমাত্রার সরঞ্জাম (যেমন, কিউরিং ওভেন, ভ্যাকুয়াম লেপ মেশিন): মাসিক নিরাময় ওভেনের তাপমাত্রা নিয়ন্ত্রণ ব্যবস্থা ক্যালিব্রেট করুন (তাপমাত্রার পার্থক্য ≤ ±2℃) এবং ত্রৈমাসিক গরম করার টিউবগুলি পরিদর্শন করুন, বয়স হলে তাদের প্রতিস্থাপন করুন; ভ্যাকুয়াম লেপ মেশিনের ভ্যাকুয়াম পাম্প তেল প্রতি ছয় মাসে প্রতিস্থাপন করুন এবং ভ্যাকুয়াম চেম্বারটি মাসিক পরিষ্কার করুন (অবশিষ্ট আবরণ সামগ্রী অপসারণের জন্য অ্যালকোহল দিয়ে ভিতরের প্রাচীরটি মুছুন) যাতে ভ্যাকুয়াম ডিগ্রি প্রয়োজনীয়তা পূরণ করে (≤ 1×10⁻³Pa)।
2. কর্মী সুরক্ষা: মানসম্মত অপারেশন এবং প্রতিরক্ষামূলক সরঞ্জাম
অপারেটরদের অবশ্যই পেশাদার প্রশিক্ষণ গ্রহণ করতে হবে, রাসায়নিক বিকারক এবং জরুরী প্রতিক্রিয়া পদ্ধতির বৈশিষ্ট্যগুলির সাথে পরিচিত হতে হবে এবং সম্পূর্ণ সুরক্ষামূলক সরঞ্জাম দিয়ে সজ্জিত হতে হবে:
প্রতিরক্ষামূলক সরঞ্জাম: অ্যাসিড- এবং ক্ষার-প্রতিরোধী গ্লাভস (যেমন, নাইট্রিল গ্লাভস), প্রতিরক্ষামূলক পোশাক, এবং অ্যাসিড/ক্ষার বিকারকগুলি পরিচালনা করার সময় গগলস পরুন; পোড়া এড়াতে উচ্চ-তাপমাত্রার সরঞ্জামগুলি পরিচালনা করার সময় উচ্চ-তাপমাত্রা-প্রতিরোধী গ্লাভস (যেমন, অ্যারামিড গ্লাভস) পরুন; বদ্ধ পরিবেশে কাজ করার সময় বায়ুচলাচল ব্যবস্থা (যেমন, ফিউম হুড, তাজা বাতাসের ব্যবস্থা) চালু করুন (যেমন, ইলেক্ট্রোপ্লেটিং ওয়ার্কশপ, ভ্যাকুয়াম লেপ চেম্বার); প্রয়োজনে গ্যাস মাস্ক পরুন (যেমন, দ্রাবক-ভিত্তিক স্প্রে করার জন্য জৈব বাষ্পের মুখোশ)।
স্ট্যান্ডার্ডাইজড অপারেশন: রাসায়নিক রিএজেন্টগুলিকে আলাদাভাবে সংরক্ষণ করুন (যেমন, পৃথক অ্যাসিড এবং ক্ষার, বিচ্ছিন্ন অক্সিডাইজার এবং রিডিউসার) পরিষ্কার লেবেল সহ (নাম, ঘনত্ব, বৈধতার সময়কাল নির্দেশ করে); রাসায়নিক দ্রবণ প্রস্তুত করার সময় "পানিতে অ্যাসিড যোগ করুন" নীতি অনুসরণ করুন (যেমন, সালফিউরিক অ্যাসিড পাতলা করার সময়, ধীরে ধীরে জলে সালফিউরিক অ্যাসিড ঢেলে দিন এবং স্প্ল্যাশিং এড়াতে নাড়ুন); রিএজেন্ট ফুটো হওয়ার ক্ষেত্রে, অবিলম্বে সংশ্লিষ্ট শোষক পদার্থ দিয়ে চিকিত্সা করুন (যেমন, অ্যাসিড ফুটো করার জন্য ক্যালসিয়াম কার্বনেট পাউডার, ক্ষার ফুটো হওয়ার জন্য বোরিক অ্যাসিড দ্রবণ) এবং জরুরি বায়ুচলাচল সক্রিয় করুন।
3. পরিবেশ ব্যবস্থাপনা: বর্জ্য জল, বর্জ্য গ্যাস, এবং কঠিন বর্জ্য শোধন
বর্জ্য জল (যেমন, ইলেক্ট্রোপ্লেটিং বর্জ্য জল, ফসফেটিং বর্জ্য জল), বর্জ্য গ্যাস (যেমন, ভিওসি স্প্রে করা, বর্জ্য গ্যাস আচার), এবং কঠিন বর্জ্য (যেমন, বর্জ্য পেইন্ট বালতি, বর্জ্য ফিল্টার উপাদান) পৃষ্ঠের চিকিত্সা থেকে উত্পাদিত বর্জ্য পদার্থকে অবশ্যই জাতীয় পরিবেশগত মান (জিবি) মেনে নিষ্পত্তি করতে হবে। 21900-2008 ইলেক্ট্রোপ্লেটিং এর জন্য দূষণকারীর ডিসচার্জ স্ট্যান্ডার্ড GB 16297-1996 ইন্টিগ্রেটেড এমিশন স্ট্যান্ডার্ড অফ বায়ু দূষণকারী):
বর্জ্য জল চিকিত্সা: ইলেক্ট্রোপ্লেটিং বর্জ্য জল পৃথকভাবে চিকিত্সা; ভারী ধাতুযুক্ত বর্জ্য জল (যেমন, ক্রোমিয়ামযুক্ত, নিকেলযুক্ত বর্জ্য) "রাসায়নিক বৃষ্টিপাত (হাইড্রোক্সাইড অবক্ষেপণ তৈরি করতে ক্ষার দিয়ে pH 8-9 এ সামঞ্জস্য করুন) → পরিস্রাবণ → আয়ন বিনিময়" এর মাধ্যমে ভারী ধাতুর ঘনত্ব নিশ্চিত করার জন্য চিকিত্সা করুন; প্রথমে ফসফেটিং বর্জ্য জল থেকে ফসফেটিং স্ল্যাগ অপসারণ করুন (একটি অবক্ষেপণ ট্যাঙ্কে বর্ষণ করুন এবং নিয়মিত পরিষ্কার করুন), তারপর pH নিরপেক্ষ (6-9) এ সামঞ্জস্য করুন এবং COD ≤ 500mg/L নিশ্চিত করার পরে নিষ্কাশন বা পুনরায় ব্যবহার করুন।
বর্জ্য গ্যাস চিকিত্সা: ≥ 90% অপসারণ হার এবং ≤ 60mg/m³ এর নির্গমন ঘনত্ব সহ "অ্যাক্টিভেটেড কার্বন শোষণ অনুঘটক দহন" প্রক্রিয়ার মাধ্যমে স্প্রে করা VOCs চিকিত্সা করুন; পিকলিং বর্জ্য গ্যাস (যেমন, হাইড্রোক্লোরিক অ্যাসিড কুয়াশা) একটি স্প্রে টাওয়ারের মাধ্যমে চিকিত্সা করুন (ক্ষার দ্রবণ দিয়ে শোষণ করুন, pH 8-9 এ নিয়ন্ত্রিত) ≤ 10mg/m³ এর নির্গমন ঘনত্বের সাথে।
কঠিন বর্জ্য শোধন: যোগ্য বিপজ্জনক বর্জ্য পরিশোধন উদ্যোগের মাধ্যমে বর্জ্য রং বালতি এবং বর্জ্য ফিল্টার উপাদান নিষ্পত্তি; এলোমেলোভাবে তাদের পরিত্যাগ করবেন না; বিপজ্জনক বর্জ্য যেমন ফসফেটিং স্ল্যাগ এবং ইলেক্ট্রোপ্লেটিং স্লাজ আলাদাভাবে সংগ্রহ করুন, বিপজ্জনক বর্জ্য লেবেল সংযুক্ত করুন এবং মাধ্যমিক দূষণ এড়াতে 90 দিনের বেশি সংরক্ষণ করুন।
V. উপসংহার: সারফেস ট্রিটমেন্ট টেকনোলজির মূল মান এবং প্রয়োগের নীতি
ম্যানুফ্যাকচারিং শিল্পে একটি "বেসিক সাপোর্টিং টেকনোলজি" হিসেবে, সারফেস ট্রিটমেন্টের মূল মান হল সাধারণ উপকরণগুলিকে সুনির্দিষ্ট সারফেস পরিবর্তনের মাধ্যমে "কাস্টমাইজড পারফরম্যান্স" ধারণ করতে সক্ষম করে। এটি স্টেইনলেস স্টীল টেবিলওয়্যারকে খাদ্য যোগাযোগের নিরাপত্তা এবং দীর্ঘমেয়াদী মরিচা প্রতিরোধের প্রয়োজনীয়তা পূরণ করতে পারে, অ্যারো-ইঞ্জিন ব্লেডগুলিকে 1500℃ এ স্থিরভাবে কাজ করতে দেয় এবং ক্ষুদ্রকরণের প্রবণতায় উচ্চ নির্ভরযোগ্যতা বজায় রাখতে ইলেকট্রনিক চিপগুলিকে সক্ষম করে।
ব্যবহারিক প্রয়োগে, তিনটি মূল নীতি অনুসরণ করা আবশ্যক:
1. চাহিদা-ভিত্তিক: সর্বদা পণ্যের প্রয়োগের পরিস্থিতি এবং কর্মক্ষমতা প্রয়োজনীয়তার উপর ফোকাস করুন; অন্ধভাবে হাই-এন্ড প্রক্রিয়াগুলি বেছে নেওয়া এড়িয়ে চলুন (যেমন, সাধারণ পরিবারের হার্ডওয়্যারের জন্য মহাকাশ-গ্রেডের তাপীয় বাধা আবরণের প্রয়োজন হয় না)।
2.সামঞ্জস্যতা অগ্রাধিকার: প্রাক-চিকিত্সা, আবরণ প্রক্রিয়া এবং বেস উপকরণগুলির সামঞ্জস্যতা নিশ্চিত করুন, সেইসাথে বহু-প্রক্রিয়া সংমিশ্রণের সমন্বয় (যেমন, ফসফেটিং এবং স্প্রে করার মধ্যে পরামিতি মেলানো), যা আবরণ ব্যর্থতা এড়ানোর মূল চাবিকাঠি।
3. নিরাপত্তা এবং সম্মতি: কর্মক্ষমতা এবং খরচের মধ্যে একটি ভারসাম্য অনুসরণ করার সময়, সরঞ্জাম রক্ষণাবেক্ষণ, কর্মীদের সুরক্ষা, এবং পরিবেশগত ব্যবস্থাপনাকে অবহেলা করবেন না, যা পৃষ্ঠ চিকিত্সা শিল্পের টেকসই উন্নয়নের ভিত্তি।
নতুন উপকরণ এবং প্রযুক্তির ক্রমাগত পুনরাবৃত্তির সাথে, পৃষ্ঠ চিকিত্সা প্রযুক্তি "সবুজ, আরও কার্যকরী এবং আরও বুদ্ধিমান" এর দিকে বিকাশ অব্যাহত রাখবে। যাইহোক, প্রযুক্তিগত আপগ্রেড নির্বিশেষে, "ব্যবহারিক সমস্যার সমাধান করা এবং পণ্যের মান উন্নত করা" সর্বদা এর অপরিবর্তনীয় মূল লক্ষ্য হবে। উত্পাদন উদ্যোগগুলির জন্য, পৃষ্ঠ চিকিত্সার মূল যুক্তি এবং ব্যবহারিক অপারেশন পদ্ধতিগুলি আয়ত্ত করা পণ্যের প্রতিযোগিতা বাড়ানো এবং বাজারের সীমানা প্রসারিত করার জন্য একটি গুরুত্বপূর্ণ সহায়তা হয়ে উঠবে৷
জিনলুন চুম্বক গবেষণা ও উন্নয়নে বিশেষ, উত্পাদন, এবং উচ্চ কর্মক্ষমতা বিরল পৃথিবী স্থায়ী বিক্রয় চুম্বক উপকরণ।
দ্রুত লিঙ্ক
যোগাযোগের তথ্য।
-
 Sales00@jlmagnet.com
Sales00@jlmagnet.com
-
 +86-574-6321 2222
+86-574-6321 2222
-
 নং 330 Xinxing 1st Road, Xinxing Industrial Park, Zonghan Street, Cixi City, Zhejiang Province, China
নং 330 Xinxing 1st Road, Xinxing Industrial Park, Zonghan Street, Cixi City, Zhejiang Province, China
মোবাইল QR কোড
কপিরাইট © নিংবো জিনলুন ম্যাগনেট টেকনোলজি কোং, লিমিটেড সর্বস্বত্ব সংরক্ষিত।
চীন sintered NdFeB চুম্বক প্রস্তুতকারক পাইকারি sintered NdFeB চুম্বক কারখানা

শীর্ষ

